
Sur cette page
- 1.0 Introduction
- 2.0 Terminologie des boîtes
- 3.0 Fabrication des boîtes et formations du serti
- 4.0 Processus d'examen et d'évaluation des boîtes
- 5.0 Classification de la gravité des défauts
- 6.0 Liste alphabétique des défauts de boîtes
- 7.0 Catégories des défauts de boîtes
- 8.0 Glossaire (français-anglais)
1.0 Introduction
La qualité des boîtes, c'est-à-dire l'aptitude de ces dernières à fournir des aliments sains et propres à la consommation humaine, peut être compromise par divers défauts. Ces défauts peuvent se manifester au cours des différentes étapes de fabrication des boîtes, du remplissage, de sertissage, de la stérilisation et de la manutention avant que les boîtes parviennent aux consommateurs. Les types de défauts sont répartis en 7 sections différentes qui indiquent l'étape à laquelle le défaut est susceptible de se produire.
Les renseignements fournis dans ce document :
- servir de base à l'évaluation de la qualité des contenants suivant des critères spécifiques;
- aider à caractériser, à l'aide d'un vocabulaire normalisé des défauts particuliers qui peuvent être relevés;
- fournir une classification de la gravité des divers types de défauts à l'aide de critères standards.
L'examen visuel des aliments peu acides et aliments peu acides acidifiés emballés dans des récipients hermétiques est utilisé pour évaluer la conformité.
Une méthode d'épreuve colorimétrique peut être utilisée pour détecter les défauts d'intégrité des contenants qui entraînent des fuites de n'importe quelle partie du contenant, y compris la ligne d'amincissement, la languette d'arrachage et les sertis. Reportez-vous à la Méthodes de la DGPS pour l'analyse microbiologique des aliments, Volume 2 (MFHPB-05 : Méthode servant à mesurer la pression interne (négative ou positive) des aliments dans des contenants rigides scellés hermétiquement, mai 2003) pour obtenir des instructions sur la façon d'effectuer un test colorimétrique.
2.0 Terminologie des boîtes
Toute discussion ou description des défauts de boîtes doit se faire à l'aide d'un vocabulaire normalisé ayant trait aux éléments des boîtes (fermeture, corps, serti). La terminologie requise pour décrire ces éléments varie suivant le type de construction. C'est pourquoi seuls les principaux types de boîtes sont décrits dans la présente section.
2.1 Corps des boîtes trois pièces - agrafe soudée à l'étain
- Corps
- Principal composant du contenant dont la forme peut varier, qui peut présenter des moulures, et qui est constitué de fer-blanc électrolytique.
- Moulures du corps
- Rainures simples ou en groupes sur le corps de la boîte permettant de mieux résister aux avaries (bosselures, etc.).
- Bord à sertir
- Bord extérieur évasé du corps de la boîte qui doit former le crochet de corps du serti.
- Pastille
- Longueur courte de l'agrafe située à côté de chaque extrémité où l'agrafe est réduite à 2 épaisseurs de tôle réunies par brasage.
- Encoche
- Coupures faites dans le flan dans la zone de la pastille destiné à réduire les épaisseurs de tôle à l'endroit où le serti sera formé.
- Agrafe
- Joint réunissant les 2 extrémités du flan de la boîte (pièce de tôle coupée suivant le format de la boîte). Sur presque toute sa longueur, ce joint est constitué de 4 épaisseurs de tôle (plis) étroitement repliées l'une dans l'autre et soudées, sauf près de chaque extrémité, au niveau de la pastille où elle est formée de 2 épaisseurs de tôle seulement.
- Bordure non-émaillée de l'agrafe (intérieure)
- Bandes étroites de tôle sans émail situées le long des extrémités intérieures d'un flan émaillé et destinées à former l'agrafe. Ces bordures sont nécessaires étant donné que la présence de revêtements organiques peut empêcher le soudage complet de l'agrafe.
- Bordure non-revêtue de l'agrafe (extérieure)
- Bandes étroites de tôle sans revêtement (environ 1 cm de largeur) situées le long des extrémités extérieures d'un flan émaillé et lithographié et destinées à former l'agrafe. Ces bordures sont nécessaires étant donné que la présence de revêtements peut empêcher le soudage complet de l'agrafe.
- Indentation de l'agrafe
- Petite empreinte habituellement faite à chaque extrémité du pli de l'agrafe. Elle permet de renforcer l'agrafe, de diminuer les risques de gondolage de l'agrafe et de régler la longueur du corps de la boîte au niveau de l'agrafe.
- Évents de l'agrafe
- Petites ouvertures dans les plis de l'agrafe qui permettent l'échappement des gaz produits pendant le soudage et la pénétration de la soudure dans les plis.



2.2 Corps de boîtes trois pièces - agrafe électro-soudée
- Corps
- Composant semblable à celui des boîtes trois pièces soudées à l'étain dont la forme peut varier, qui peut présenter des moulures et qui est constitué de fer-blanc électrolytique ou d'acier sans étain.
- Agrafe
- Assemblage à recouvrement formé lors de la fusion des 2 extrémités du flan. Ces 2 extrémités se chevauchent sur environ 0,5 mm. Une fois soudée, l'agrafe présente une épaisseur d'environ 1,2 fois celle de la tôle du corps.


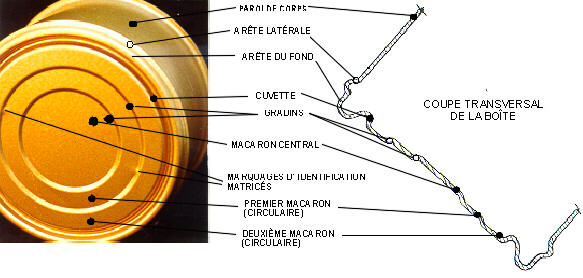
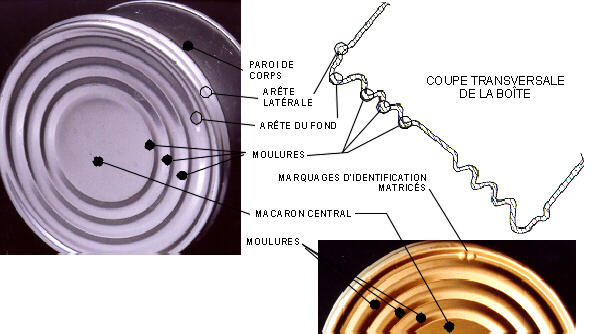
2.3 Corps des boîtes deux pièces
- Corps
- Composant semblable à celui des boîtes trois pièces dont la forme et le composition peuvent varier. Le corps se compose d'un fond intégré et de parois formés à partir d'une seule feuille de tôle, et le bord supérieur de la paroi présente un bord à sertir.
- Arête du corps
- Arête latérale qui peut se trouver à la partie inférieure de la paroi du corps afin d'assurer la résistance aux avaries (bosselures), de faciliter l'empilage et de permettre la même mobilité (roulement) que le serti d'une boîte trois pièces. D'autres moulures peuvent également être présentes pour assurer la résistance aux avaries.
- Profil du fond
- Forme profilée de la coupe transversale d'un fond intégré.
- Cuvette
- Peut faire partie ou non d'un fond intégré; sert principalement à renforcer ce dernier.
- Macarons
- Surfaces surélevées ou renfoncées d'un fond intégré qui assurent la résistance du contenant ou en modifient la capacité. Les gradins sont les surfaces angulaires qui réunissent les différents macarons (macaron central, premier macaron, deuxième macaron, etc.). Se reporter à la fig. 2.3.a.
- Empreintes de renfort
- Série d'anneaux, de cannelures ou de lignes parallèles estampés dans toute partie du corps de la boîte ou du fond intégré. Ces éléments permettent au métal de résister de manière plus efficace aux contraintes engendrées lors de la stérilisation et de la manutention.
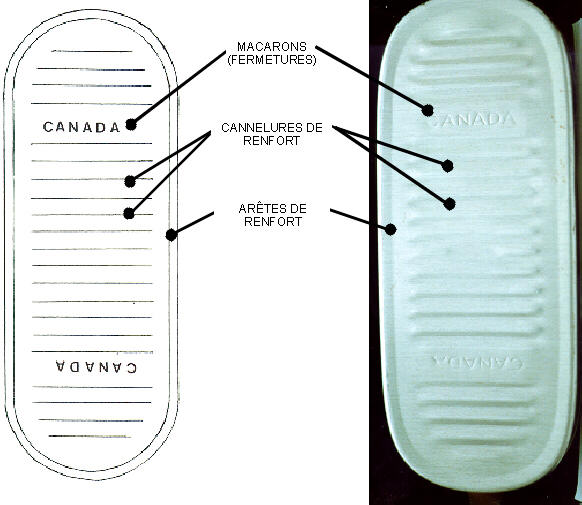

2.4 Fermetures des boîtes - classiques
- Couvercle
- Fermeture sertie par le conserveur dont la composition et la forme peuvent varier et qui peut comporter des macarons et des moulures. Aussi appelé : bout du conserveur, bout du client ou bout codé.
- Ourlet
- Extrémité du couvercle qui, en se repliant à l'intérieur du serti, forme le crochet du couvercle.
- Codage
- Lettres, chiffres ou motifs qui sont estampés en permanence à l'une ou l'autre des fermetures de la boîte à l'aide d'une impression en creux ou en relief. Le marquage peut être effectué par le fabricant des fermetures ou par le conserveur avant le sertissage de la boîte remplie (marquage codé). Les marquages codés indiquent la date et d'autres renseignements sur la mise en conserve. Une impression indélébile ou toute autre marque permanente peut aussi être utilisée en lieu des marques en creux ou en relief pour le marquage codé des boîtes.
- Fond
- Fermeture sertie par le fabricant de boîtes trois pièces. Aussi appelé : bout du fabricant ou de manufacturier.
- Joint élastique ou : joint en caoutchouc, joint d'étanchéité, joint
- Composé à base de caoutchouc en suspension ou en solution dans l'eau ou un solvant. Ce joint garnit l'ourlet de la fermeture et est destiné à former une barrière étanche en remplissant les interstices créés à la suite de la formation mécanique du serti. Il est destiné principalement à : a) remplir les espèces vides à l'extrémité du crochet de fond du corps (zone de d'étanchéité primaire, fig. 2.7.a); b) remplir les rides du crochet de fond; et c) empêcher un contact métal sur métal dans toute zone du serti.

2.5 Fermetures des boîtes - ouverture facile - type à décollage
La composition et la forme des fermetures à ouverture facile de type à décollage peuvent varier et ces dernières peuvent comporter des cannelures de renfort semblables à celles des corps de boîtes deux pièces. Une clé est introduite dans une languette et, par un mouvement de rotation, permet d'enrouler la languette et de couper le métal le long de la ligne d'amincissement. Le couvercle peut ainsi être enlevé par simple décollage.
- Languette de clé
- Partie de la fermeture de la boîte dépassant le serti.
- Ligne d'amincissement
- Ligne simple ou double qui suit le pourtour de la fermeture. L'épaisseur du métal de la fermeture au niveau de cette ligne est moins grande de sorte que lorsque la clé est tournée, le métal se déchire le long de la ligne. Ceci permet d'ouvrir la boîte sans avoir recours à d'autres outils.
- Rayon du crochet de la languette
- Partie de la languette repliée à l'intérieur du serti est qui sert de crochet de couvercle.


2.6 Fermetures des boîtes - ouverture facile - type à languette d'arrachage
La composition et la forme des fermetures à ouverture facile de type à languette d'arrachage peuvent varier et ces dernières peuvent comporter des cannelures de renfort semblables à celles des corps de boîtes deux pièces. En soulevant et en tirant la languette vers l'arrière, on brise la ligne d'amincissement. En continuant de tirer, on découpe la ligne d'amincissement sur le pourtour de la fermeture.
- Languette d'arrachage
- Élément en forme d'anneau fixé à la fermeture à l'aide d'un rivet. Le matériau de fabrication de la languette peut être différent de celui de la fermeture.
- Rivet
- Élément en saillie de la fermeture auquel la languette d'arrachage est fixé.


2.7 Sertis
Le sertissage consiste à replier l'un dans l'autre le bord à sertir de la boîte et l'ourlet du fond, puis à les presser fermement ensemble. Dans le cas des aliments appertisés, le serti doit être hermétique, c'est-à-dire qu'il doit empêcher l'infiltration ou fuites.
Le serti est en général réalisé en 2 opérations et est constitué de 5 épaisseurs de tôle, sauf au niveau des surépaisseurs (montage) des boîtes trois pièces soudées à l'étain ou à l'électricité où il présente 7 épaisseurs et au niveau de la languette de clé des boîtes de type à décollage où il présente 6 épaisseurs. La première opération appelée « roulage » consiste à replier les épaisseurs de tôle l'une dans l'autre, alors que la deuxième opération appelée « serrage » écrase les épaisseurs ensemble. Les dimensions du serti varient en fonction de nombreux facteurs, comme la forme et le format de la boîte, l'épaisseur de la tôle de la fermeture et du corps et les normes suggérées par les fournisseurs de contenants et de sertisseuses.
- Crochet de corps
- Repli du bord à sertir à l'intérieur du serti.
- Cuvette
- Distance mesurée entre le sommet du serti et le rayon de la paroi de la cuvette.
- Montage
- Partie du serti à la jonction de celui-ci et de l'agrafe latérale des boîtes trois pièces.
- Crochet de fond
- Repli de l'ourlet à l'intérieur du serti.
- Espace libre
- Différence entre l'épaisseur de serti mesurée et la somme des 5 épaisseurs de tôle qui forment le serti.
- Croisure
- Distance de pénétration du crochet de fond à l'intérieur du crochet de corps. Appelé aussi : « chevauchement ».
- Empreinte de serrage
- Empreinte continue laissée sur la face intérieure du corps, en regard de la base du serti. Elle résulte de la pression exercée par les molettes de sertissage.
- Épaisseur d'étanchéité
- Espace vide entre le crochet de corps et le sommet intérieur du serti.
- Hauteur du serti
- Dimension extérieure du serti mesurée parallèlement à l'axe vertical de la boîte. Appelée aussi longueur du serti.
- Épaisseur du serti
- Dimension extérieure du serti mesurée à un angle presque perpendiculaire à l'axe vertical de la boîte. La mesure réelle se fait en fonction du même angle que la paroi de la cuvette.
- Vides
- Interstices à l'intérieur du crochet de fond et du crochet de corps. Aux fins d'étanchéité, les vides à l'extrémité du crochet de corps doivent être remplis par le joint élastique afin de former la principale zone d'étanchéité du serti.

3.0 Fabrication des boîtes et formations du serti
La gamme des défauts de boîtes est très variée en raison des nombreuses opérations requises pour obtenir une boîte remplie. Afin d'évaluer l'efficacité du sertissage et l'intégrité des boîtes, il importe de connaître les diverses étapes en cause.
3.1 Tôle
Les lingots d'acier ou d'aluminium de composition chimique prédéterminée sont acheminés vers leurs laminoirs respectifs où ils sont transformés en feuilles continues très longues, étroites et minces (0,010 po). Ces tôles sont ensuite immergés dans un bain d'étain ou un bain de chrome aux fins d'électrolyse sur l'acier qui permet d'obtenir du fer-blanc électrolytique ou de l'acier sans étain (fer chromé). La couche d'étain mesure environ 15 millionièmes de pouce d'épaisseur alors que la couche de chrome a une épaisseur de 0,8 millionième de pouce. L'aluminium peut subir ou non un traitement de surface. Les matériaux respectifs sont expédiés aux usines de fabrication de boîtes sous forme de bobines.
Une fois arrivés à l'usine, les bobines sont déroulées et coupées en feuilles dont les dimensions varient en fonction du format des boîtes à réaliser (environ 1 mètre sur 1 mètre).
3.2 Revêtements organiques
Il existe de nombreux types de revêtements organiques, comme les revêtements phénoliques, oléo-résineux, acryliques, époxy-phénoliques et polybutadiènes pour n'en nommer que quelques-uns. Le type de revêtement à appliquer est fonction du produit à mettre en conserve, de la durée de conservation prévue et, dans le cas de revêtements extérieurs, de l'aspect désiré. Les revêtements organiques servent en quelque sorte de barrière entre le métal et le contenu de la boîte ou le milieu environnant.
Les revêtements sont appliqués sur chaque feuille au moyen de rouleaux. Les feuilles sont ensuite placées dans un four aux fins de cuisson des revêtements. Selon les besoins, une ou deux couches de revêtement peuvent être appliquées sur la surface intérieure de la boîte, et la surface extérieure de la boîte peut être enduite d'une couche de revêtement ou imprimée par lithographie. Les revêtements intérieurs sont toujours appliqués en premier et chaque couche est cuite avant l'application de la couche suivante. La surface intérieure des boîtes en aluminium est toujours vernie, alors que les surfaces, intérieure et extérieure des boîtes en acier sans étain sont toujours revêtues. Quant aux boîtes en fer-blanc, un revêtement peut être appliqué sur leur surface intérieure ou extérieure, selon les besoins.
Lors du revêtement des feuilles sont destinées à la fabrication des corps des boîtes trois pièces, une bordure non vernie et étroite est laissée le long des 2 côtés qui seront réunis pour former l'agrafe. Les corps de boîtes ne peuvent pas être soudés à l'étain ni électro-soudées sans ces bordures. En général, les feuilles utilisées pour fabriquer les fermetures ou les boîtes deux pièces ne comportent pas de bordures.
3.3 Fabrication des corps de boîtes
3.3.1 Boîtes trois pièces - soudées à l'étain
Le corps de ce type de boîtes est constitué uniquement de fer-blanc électrolytique. Les feuilles, émaillées ou non, sont découpées par des cisailles en équerre en flans individuels. Ces flans passent ensuite dans une machine à former où ils sont d'abord entaillés et encochés. Les extrémités sont ensuite repliées, engagées l'une dans l'autre et martelées de façon à obtenir une agrafe qui, une fois le décapant de soudage appliqué, est soudée. S'il y a lieu, un revêtement organique (rechampi) est pulvérisé sur l'agrafe, à l'extérieur et/ou à l'intérieur du cylindre.
Selon les besoins, le corps des boîtes peut être mouluré. Les moulures sont formées a) dans la machine à former les cylindres ou b) dans une machine à moulurer et border, une fois l'agrafe réalisée. Le cylindre soudé et mouluré est acheminé vers la machine à border, puis les fonds ou couvercles sont sertis. La boîte est finalement soumise à un contrôle d'étanchéité (pression d'air) et palettisée avant d'être expédiée aux conserveries.
3.3.2 Boîtes trois pièces - électro-soudées
Des feuilles d'acier (fer-blanc électrolytique ou acier sans étain) enduites au préalable d'une couche de revêtement organique, s'il y a lieu, sont découpées de manière analogue en flans individuels. Ces flans sont légèrement plus longs que le périmètre du cylindre soudé. Ils passent dans une machine à former où ils sont mis en forme de cylindre. Les extrémités constituant l'agrafe se chevauchent légèrement. Ces extrémités sont réunis par soudage électrique à résistance ou soudage au laser. Une fois le cylindre formé, un revêtement organique (rechampi) est pulvérisé sur l'agrafe à l'extérieur et/ou l'intérieur du cylindre, selon les besoins. Finalement la boîte est soumise à un contrôle d'étanchéité (pression d'air) selon la méthode habituelle.
Les corps des boîtes électro-soudées peuvent également être moulurés. Cette opération se fait après le soudage du cylindre et la pulvérisation du rechampi sur l'agrafe, mais avant le sertissage du fond soit dans une machine de marque Krupp Can-O-Mat ou dans une machine à moulurer et border.
3.3.3 Boîtes deux pièces
Des feuilles d'acier (fer-blanc électrolytique ou acier sans étain) ou d'aluminium, enduites au préalable d'une couche de revêtement organique, le cas échéant, sont coupées en bandes qui alimentent une presse. Un disque est découpé, puis embouti en une ou plusieurs passes de manière à présenter la hauteur de boîte et le profil de fond désirés. La boîte ainsi formée passe dans l'ébarbeuse qui enlève l'excédent de métal du bord à sertir. Si le corps de la boîte doit être mouluré, la boîte est acheminée vers un poste distinct (machine à moulurer) où la moulure est exécutée. La boîte finie est ensuite soumise à un contrôle d'étanchéité (pression d'air) puis palettisée afin d'être entreposée ou expédiée aux conserveries.
3.4 Fabrication des fermetures de boîtes
3.4.1 Fermetures rondes
Des feuilles émaillées ou non sont découpées en bandes qui passent dans une presse à matrice simple ou double. Au cours de la même opération le disque est découpé et le profil du fond (contour) est estampé dans le métal. Le disque tombe ensuite dans un outil à ourler qui plie l'arête de coupe pour former l'ourlet. La fermeture ronde ainsi obtenue est acheminée vers le poste d'injection du joint liquide où, sous une buse fixe, la fermeture est soumise à un mouvement de rotation au cours duquel la buse dépose le joint liquide dans la zone de l'ourlet.
3.4.2 Fermetures non rondes
Ces fermetures sont découpées en bandes suivant une méthode semblable à celle utilisée pour les fermetures rondes. Elles sont habituellement maintenues en position fixe pendant que l'outil à ourler suit le périmètre de la fermeture pour former l'ourlet. Au poste d'injection du joint élastique, la fermeture est de nouveau immobilisée lors du dépôt du joint élastique par la base dans la zone de l'ourlet.
3.4.3 Fermetures de boîtes de type à languette d'arrachage
Ce type de fermeture est fabriqué de la façon suivante : 1) on fabrique d'abord des fermetures planes (non moulurées); 2) une fois cette opération de base complétée, les fermetures passent dans une presse de conversion où elles sont rainurées et modifiées par des éléments à renforcer et des accessoires. Cette presse permet également de former le rivet. Le matériau de fabrication des languettes (rouleau de métal de 3 cm environ de largeur) alimente la presse servant à former la languette d'arrachage qui est acheminée vers la fermeture modifiée à laquelle elle est fixée au moyen du rivet.
Ce type de fermeture est plus facile à réaliser en aluminium. Le fer-blanc électrolytique est également utilisé pour de nombreux types de pattes d'arrachage et l'acier sans étain est employé pour quelques genres de languettes. Les fermetures à ouverture facile en acier (fer-blanc électrolytique et fer chromé) peuvent être munies de languette d'arrachage en aluminium.
3.4.4 Fermetures de boîtes de type à décollage
Ces fermetures sont fabriquées suivant une méthode semblable à celle utilisée pour les fermetures décrites ci-dessus. La languette de clé fait partie intégrante de l'ourlet qui est formé à la presse. La clé est habituellement soudée partiellement au couvercle.
3.5 Sertissage et facteurs reliés à son efficacité
Les fermetures (couvercles et fonds) sont appliquées à la grande majorité des boîtes de conserve pour aliments par des machines appelés sertisseuses qui permettent de former un serti en lui donnant les caractéristiques voulues. Dans la plupart des cas, les 2 opérations nécessaires se font à l'aide de molettes. Le corps de la boîte et la fermeture (couvercle ou fond) sont appliqués contre un mandrin par l'action d'un plateau de compression mobile qui exerce sur eux une poussée verticale (voir la figure 3.5.a). La première passe roule le bord à sertir et l'ourlet l'un dans l'autre (voir la figure 3.5.b). La deuxième passe écrase les épaisseurs de métal réunies, ce qui fait pénétrer le joint élastique dans les interstices de manière à former une barrière étanche (voir la figure 3.5.c). Les sertisseuses comportent divers éléments permettant de fixer une fermeture à une boîte remplie dans de nombreuses conditions précises qui sont fonction du produit et des besoins du conserveur, comme le sertissage sous vide, le sertissage sous jets de vapeur et le sertissage sous vide et injection de gaz.



3.5.1 Vocabulaire du sertissage
Voici la définition de certains termes de sertissage :
- Plateau de compression
- Élément de la sertisseuse qui positionne et maintient la boîte et le couvercle contre le mandrin pendant l'opération de sertissage.
- Pression du plateur
- Pression exercée par le plateau de compression et maintenant la boîte et le couvercle en place contre le mandrin.
- Mandrin
- Élément de la sertisseuse qui pénètre dans la cuvette et qui sert d'enclume permettant de soutenir la pression exercée par les molettes.
- Accrochage
- Opération qui consiste à plier l'ourlet sous le bord à sertir afin de maintenir le couvercle en place de façon lâche. Cette opération, qui fait parfois partie du sertissage, est exécutée par un appareil distinct (accrocheuse) avant le sertissage proprement dit.
- Première passe
- Étape initiale du sertissage qui consiste à replier l'un dans l'autre le bord à sertir et l'ourlet.
- Éjecteur de sertisseuse
- Partie du mandrin qui exerce une pression contre le couvercle et qui repousse la boîte après l'exécution de la deuxième passe.
- Hauteur de la tête de sertissage
- Distance entre le plateau au sommet de sa course et la partie inférieure du mandrin pendant l'opération de sertissage.
- Deuxième passe
- Étape de l'opération de sertissage qui consiste à écraser le roulé obtenu à la première passe, ce qui permet au joint élastique de pénétrer dans les vides et de former ainsi une barrière étanche.
3.5.2 Facteurs reliés à l'efficacité du sertissage
L'intégrité des sertis est reliée aux paramètres suivants :
- l'emploi de boîtes et de fermetures (fonds et couvercles) bien formés et non endommagés;
- l'absence de matériaux dans la zone du sertissage (par exemple, produit, excédent de soudure ou de joint élastique, corps étranger);
- la présence et la bonne mise en place du joint élastique qui doit remplir la zone d'étanchéité primaire afin de préserver le contenu de toute contamination possible;
- l'exécution réussie de l'enroulement du bord à sertir et de l'ourlet qui assure la croisure;
- l'écrasage du bord à sertir et de l'ourlet enroulés l'un dans l'autre aux fins de formation du crochet de corps et du crochet de fond solidement réunis.
Si les 3 premiers paramètres sont satisfaits, l'évaluation du sertissage doit se faire en fonction des 2 derniers paramètres, soit le degré de croisure et de serrage/les empreintes de serrage. Les diverses mesures du serti qui peuvent être prises permettent de déterminer si le degré de croisure et de serrage est suffisant pour soumettre le joint élastique à une force de compression appropriée.
(a) Croisure
La valeur de la croisure doit être assez élevée pour assurer une bonne répartition du joint élastique sous l'action d'un serrage correct. La longueur de la croisure varie en fonction des caractéristiques qu'on veut donner au serti. Dans chaque cas, toutefois, une longueur minimale est prescrite dans les recommandations d'acceptation des sertis (voir tableau 4.1.5.).
- Croisure exprimée en pourcentage
- Il s'agit du rapport de la longueur de croisure (A) à la longueur intérieure du serti (C) exprimé en pourcentage.
Croisure en % = A÷C × 100. - Degré de croisure
- Il s'agit d'une autre méthode permettant de quantifier l'espace vide dans la principale zone de joint du serti. Il est défini comme le rapport du crochet interne de corps (B) à la longueur totale intérieure du serti et est habituellement exprimé en pourcentage (degré de croisure exprimé en pourcentage) (voir la figure 3.5.2.a).
Note :
Le degré de croisure peut être évalué séparément comme l'un des facteurs de l'intégrité du serti. Le calcul du degré de croisure ne peut être substitué à la mesure de la croisure au cours de l'évaluation d'un serti. La croisure, le serrage et l'empreinte de serrage sont d'autres paramètres importants. Le rapport entre la longueur du crochet de corps et la longueur interne du serti doit être suffisant pour garantir son contact avec le joint. L'expérience a montré qu'un degré de croisure de 70 % était nécessaire à l'obtention d'une fermeture efficace.
Formule de détermination du degré de croisure - mesures optiques
Degré de croisure en % = B÷C × 100.
Formule de détermination du degré de croisure − mise à nu de serti
Degré de croisure en % = (LC − 1,1ec ÷ HS − 1,1 (2ef + ec)) × 100
Où
LC = longueur du crochet de corps (valeur minimum des lectures faites aux points de mesure de routine - Fig. 4.1.2.a)
ec = épaisseur du corps
HS = hauteur du serti
ef = épaisseur du fond
Hauteur du serti - Appelée aussi longueur du serti.
Cette mesure donne une idée de la croisure. En effet, plus la mesure augmente, par rapport à l'idéal, plus la croisure diminue en général. La hauteur du serti dépend, dans une certaine mesure, du profil de la gorge des molettes de deuxième passe et du degré d'usure des molettes.
(b) Serrage
Le serti doit être suffisamment serré pour soumettre le joint élastique à une force de compression appropriée, sans pour autant déformer la tôle et ainsi entraîner la fissuration du métal.
Les 2 facteurs suivants doivent être pris en considération lors de l'évaluation du degré de serrage du serti :
- le taux de serrage qui est une évaluation des rides du crochet de fond; et
- l'empreinte de serrage.
Les mesures extérieures suivantes permettent également d'évaluer si le serti est suffisamment serré :
- l'épaisseur du serti en général;
- l'épaisseur du serti au montage;
- l'espace libre.
1) Taux de serrage
Lorsque des bords rectilignes de tôle sont repliés sur eux-mêmes, le pli est lisse. Au contraire, lorsque des bords courbés sont repliés sur eux-mêmes, le pli n'est pas lisse et il y a formation de rides. Plus le rayon de courbure diminue, plus les rides seront prononcées. Lors du sertissage d'une fermeture (couvercle ou fond) qui est partiellement ou entièrement ronde, des rides se forment sur le crochet de fond lors de la première passe. Ces rides seront aplanies lors de l'écrasage du serti pendant la deuxième passe. Le serti doit être suffisamment serré pour réduire l'espace libre au minimum sans pour autant l'éliminer tout à fait. Ainsi, le joint élastique reste soumis à une force de compression appropriée.
Le taux de serrage est une évaluation des rides du crochet de fond une fois le serti terminé.
2) Empreinte de serrage/zone de serrage
L'empreinte de serrage ou la zone de serrage est une marque formée à l'intérieur du corps de la boîte en regard de la base du serti. Cette marque résulte de la pression exercée par les molettes de deuxième passe. Dans le cas d'un serti étanche, l'empreinte est continue et uniforme sur le pourtour de la boîte. L'empreinte peut être une mince ligne continue située à environ 3 mm au-dessous du rayon du crochet de corps ou encore constituer une zone de 3 mm de largeur soumise à une force de compression (zone de serrage) qui présente une légère modification de l'aspect de la boîte. L'empreinte de serrage est fonction de la trempe de la tôle du corps, du format et du genre de boîte et du matériel de sertissage utilisé.
Une empreinte de serrage faible ou inexistante peut être l'indication d'une étanchéité douteuse du serti. Dans certains cas, le serti peut être très bon même si l'empreinte de serrage est absente. Cela dépend de la conception du mandrin, de la trempe de la tôle et du type de contenant.
3) Épaisseur du serti
Cette mesure constitue un indice du degré de serrage du serti. Pour une boîte donnée, les mesures de l'épaisseur du serti doivent être en-deçà des normes recommandées.
Comme l'épaisseur de la tôle du corps ou du fond d'une même boîte peut varier, l'épaisseur des 5 couches métalliques doit être calculée de la façon suivante :
(2 × épaisseur de la tôle du corps) + (3 × épaisseur de la tôle du fond) = épaisseur réelle du serti (sans joint).
Si l'on tient compte du joint et des caractéristiques normales du sertissage, l'épaisseur mesurée d'un serti ne devrait pas être supérieure de plus de 33 % à la valeur calculée plus haut. L'épaisseur mesurée du serti ne devrait pas dépasser l'épaisseur calculée de plus de 33 % dans la zone d'étanchéité primaire.
4) Épaisseur du serti au montage
Il s'agit de l'endroit du serti où l'épaisseur est maximale.
5) Espace libre
Il s'agit de la différence entre l'épaisseur de serti mesurée et la somme des 5 épaisseurs de tôle formant le serti. Cette mesure peut constituer un indice du degré de serrage, mais elle ne doit pas remplacer l'évaluation du taux de serrage.
Espace libre = épaisseur du serti − (2 × épaisseur du corps + 3 × épaisseur du fond).
4.0 Processus d'examen et d'évaluation des boîtes
4.1 Examen et méthodes de mesure du serti
La technique d'évaluation d'un serti porte sur 3 aspects différents qui permettent d'obtenir des renseignements complets tant qualitatifs que quantitatifs :
- l'examen visuel et les mesures extérieures qui fournissent une indication initiale de l'efficacité du serti;
- la mise à nu du serti qui permet d'évaluer les caractéristiques de serrage, c'est-à-dire, l'évaluation du taux de serrage et l'examen de l'empreinte de serrage;
- la coupe transversale du serti qui permet de mesurer la croisure réelle au point de coupe (méthodes optiques).
4.1.1 Examen visuel
L'examen visuel constitue le premier contrôle de la boîte et des sertis en vue de déceler des défauts de fabrication ou de sertissage. On procède comme suit :
- enlever l'étiquette;
- tenir la boîte dans une main et faire glisser le serti entre le pouce et l'index de l'autre main en faisant au moins un tour complet, ceci aux deux extrémités de la boîte;
- vérifier s'il y a des défauts de sertissage décrits dans la section 7; et
- s'assurer que les fermetures, le corps et l'agrafe des boîtes sont également examinés pour voir s'ils présentent des défauts (voir section 4.2).
4.1.2 Contrôle des dimensions extérieures du serti
(a) Points de mesure du serti
Toutes les mesures doivent être notées et la boîte doit être marquée de manière que les dimensions extérieures puissent être reliées directement aux dimensions intérieures (mise à nu du serti), le crochet de corps et le crochet de fond n'étant plus engagés. Il est beaucoup plus utile de relever les mesures du serti aux points qui indiquent la présence possible de défauts, comme les bourrelets ou les épaisseurs excessives. Il ne faut jamais calculer la moyenne dimensionnelle d'un serti. Normalement, on ne prend aucune mesure de serti au montage.
Boîtes rondes
Les mesures du serti des boîtes rondes doivent être effectuées en 3 points de la périphérie de la boîte : a) sur les boîtes 2 pièces - à environ 120 degrés les uns des autres; et b) sur les boîtes 3 pièces - à au moins 1 demi-pouce de chaque côté de l'agrafe et à l'opposé de l'agrafe.
Boîtes non rondes
Les dimensions du serti des boîtes non rondes doivent être mesurées de la même façon que pour les boîtes rondes, mais à cause de la forme irrégulière des boîtes non rondes les mesures devraient être faites à d'autres points, tel qu'indiqué à la figure 4.1.2.a. (Le fabricant peut suggérer d'autres points de mesure tout aussi satisfaisants en matière d'assurance de la qualité des sertis.) Des coupes peuvent être effectuées en d'autres points, particulièrement si des anomalies sont décelées. Les boîtes à languette de clé doivent aussi faire l'objet de mesures au centre et immédiatement à côté de la languette.
La plupart des défauts « cachés » (défauts qui ne sont pas évidents pendant l'examen visuel du serti) sont décelés par la présence d'une épaisseur accrue du serti au niveau du défaut. C'est pourquoi après l'examen visuel d'un serti, il est recommandé de promener un micromètre à main sur tout le pourtour de la boîte afin de déterminer la présence d'épaisseurs excessives. On doit marquer les points de mesure, noter les mesures de hauteur et d'épaisseur et couper une section du serti (partie 4.1.4.c) pour examiner le profil du serti. On peut ainsi obtenir un certain nombre de dimensions des points posant des problèmes. D'autres mesures peuvent ensuite être effectuées sur la partie restante du serti. Lorsque cette méthode d'examen initial est utilisée, l'élaboration de schémas indiquant l'emplacement des points de coupe et de mesure est nécessaire aux fins d'identification des zones problèmes courantes.
Lorsque aucune anomalie d'épaisseur du serti n'est décelée à la suite de l'examen initial décrit ci-dessus, les points de mesures suggérés quant à la hauteur et l'épaisseur des sertis pour les divers modèles de boîtes non rondes sont illustrés à la figure 4.1.2.a.
Les boîtes non rondes de type à décollage présentent une épaisseur de métal supplémentaire au niveau de la languette. L'examen de cette partie du serti doit se faire à l'aide des recommandations dimensionnelles du fabricant. Il faut relever les mesures de la même manière que pour toute autre boîte.

Description des points de mesure courants suggérés pour les boîtes non rondes
Endroits de mesure pour les quatre types de boîtes non rondes. Pour le type de boîte Hansa, il y a 8 points de mesure autour de la boîte. Pour une boîte oblongue il y a neuf points de mesure, avec un point additionnel au centre de la languette de clé. Il y a également 8 points de mesure pour le type de boîte de Dingley et pour le type de boîte ovale.
Note : Les mesures devraient être prises conformément aux directives émises par le fabricant. Celles-ci peuvent spécifier d'autres points de mesure et des fréquences différentes qui vont donner d'aussi bons résultats pour s'assurer de la qualité des sertis.
Description des boîtes de viande rectangulaires et carrées
Points de mesure sur les boîtes rectangulaires et carrés. L'épaisseur, la hauteur et le crochet de fond sont mesurés à proximité du rayon de courbure. Le crochet de corps et la profondeur de cuvette sont mesurés aux coins. Sur les extrémités, au crochet d'installation ou quand un problème est noté, d'épaisseur, la hauteur et le crochet de fond doivent être mesurés près de l'agrafe latérale et sur le côté opposé. La croisure est mesuré où la hauteur du serti est à son maximum, loin des coins.
- X = Épaisseur et hauteur du serti et crochet de fond (mesurer à proximité du rayon de courbure).
 = Crochet de corps et profondeur de cuvette
= Crochet de corps et profondeur de cuvette = Au réglage initial ou lorsqu'un problème est décelé : l'épaisseur, la hauteur et le crochet de fond doivent être mesurés près de l'agrafe latérale et sur le côté opposé.
= Au réglage initial ou lorsqu'un problème est décelé : l'épaisseur, la hauteur et le crochet de fond doivent être mesurés près de l'agrafe latérale et sur le côté opposé.- Croisure - Mesurer où la hauteur du serti est à son maximum, loin des coins.

Description des boîtes de viande en forme de « D »
Points de mesure sur les boîtes de viande en forme de « D ». L'épaisseur et la hauteur du sertie, le crochet de corps et le crochet de fond sont mesurés du long côté et à mi-chemin sur rayon D. La profondeur de cuvette est mesurée aux rayons des coins. Le croisure est mesuré où la hauteur du serti est à son maximum, loin des coins.
- X = Épaisseur et hauteur du serti; crochet de corps et crochet de fond
- O = Profondeur de cuvette
- Croisure - Mesurer où la hauteur du serti est à son maximum, loin des coins.

Description des boîtes de viande de forme irrégulière
Points de mesure sur les boîtes de viande en forme irréguliers. L'épaisseur et la hauteur du sertie, le crochet de corps et le crochet de fond et la profondeur de cuvette sont mesurés sur la longue extrémité et sur des points sur la rayon de la boîte. Le croisure est mesuré où la hauteur du serti est à son maximum, loin des coins.
- X = Épaisseur et hauteur du serti, crochet de corps, crochet de fond et profondeur de cuvette
- Croisure - Mesurer où la hauteur du serti est à son maximum, loin des coins.
Note : Les mesures devraient être prises conformément aux directives émises par le fabricant. Celles-ci peuvent spécifier d'autres points de mesure et des fréquences différentes qui vont donner d'aussi bons résultats pour s'assurer de la qualité des sertis.
(b) Hauteur du serti
Tenir la touche du micromètre contre le corps de la boîte comme illustré à la figure 4.1.2.c.
Utiliser le micromètre comme suit :
- S'assurer que le micromètre se trouve à zéro en positionnant la touche mobile sur la touche fixe (position à zéro). Le zéro du tambour gradué doit être exactement en face de l'indicateur sur la douille graduée. Si le zéro du tambour s'écarte de plus d'un demi-trait du plus petit trait de graduation de l'indicateur, un réglage s'impose.
- Tenir le micromètre à un angle droit par rapport au serti.
- Ne pas trop serrer.

(c) Épaisseur du serti
Balancer légèrement avec l'index le micromètre jusqu'à ce que la touche fixe épouse l'angle du serti comme illustré à la figure 4.1.2.d.

(d) Profondeur de cuvette
Avant d'utiliser la jauge approprié, bien serrer la pointe sur la cheville. Placer la barre de la jauge sur une surface bien plane, de préférence un bloc en acier usiné assez long pour détecter les irrégularités de la barre. On peut aussi utiliser le canon d'un autre jauge. Dans cette position, la pointe est à zéro et les 2 aiguilles doivent aussi indiquer zéro. Pour régler le zéro de la grande aiguille, desserrer la vis moletée près du sommet du cadran, faire tourner le bord gradué extérieur jusqu'à ce que l'aiguille et le zéro coïncident et resserrer ensuite la vis.
Placer la barre de la jauge sur le serti comme illustré à la figure 4.1.2.e. Faire descendre la pointe jusqu'à ce qu'elle touche le fond de la cuvette en un point proche de la face intérieure du serti mais loin du montage. Se reporter à la figure 4.1.2.f.


Description de l'emplacement de la jauge
Montre où placer le point de la jauge de cuvette au plus bas point dans le mur de cuvette afin de mesurer la profondeur.
4.1.3 Mise à nu du serti et mesure des dimensions intérieures
La mise à nu du serti permet de mesurer et d'évaluer les paramètres suivants : le taux de serrage, la longueur du crochet de corps, la longueur du crochet de fond, l'affaissement intérieur, l'empreinte de serrage, le degré de croisure au montage et les sauts de molettes. Ces dimensions intérieures doivent correspondre à leurs dimensions extérieures respectives (hauteur, épaisseur, etc.). Il faut donc bien marquer la boîte avant de procéder à la mise à nu du serti.
Il est très important de reconnaître et de comprendre que le seul examen dimensionnel d'un serti ne permet pas toujours d'évaluer correctement la qualité des sertis. L'examen visuel aux fins d'observation du serrage et d'anomalies visibles est aussi important. Le fait que des dimensions soient hors des normes recommandées du fabricant ne signifie pas nécessairement que le serti est inacceptable. Il signifie seulement qu'il faut se livrer à un examen minutieux du serti. L'appréciation finale doit se faire en fonction de l'importance de l'écart et de toutes les autres mesures et observations effectuées.
Les fabricants de boîtes fournissent à leurs clients des directives qui indiquent la fréquence des essais et les points de mesure. Ces directives reconnaissent la nécessité de vérifier certains attributs à certain points sur la boîte. Il n'est pas nécessaire d'effectuer tous les essais à chaque vérification.
(a) Découper à l'aide d'un ouvre-boîte spécial ou de cisailles un disque au centre du couvercle de manière à laisser un anneau d'environ 1 cm (⅜") sur le pourtour du serti comme illustré à la figure 4.1.3.a. Dans le cas des boîtes à ouverture facile de type à languette d'arrachage, il suffit de tirer la languette et d'enlever le couvercle.


(b) Enlever l'anneau résiduel à l'aide d'une pince coupante comme illustré à la figure 4.1.3.b.

(c) À l'aide de la pince, couper le serti à un pouce au moins de l'agrafe comme illustré à la figure 4.1.3.c.

(d) Dégager la partie restante du crochet de fond en tapant légèrement de point en point avec la pince sur tout le pourtour de la boîte comme illustré à la figure 4.1.3.d. en prenant soin de ne pas déformer le crochet de corps.

(e) Mesurer la longueur du crochet de fond à l'aide du micromètre à main comme illustré à la figure 4.1.3.e.

(f) Mesurer la longueur du crochet de corps à l'aide du micromètre à main comme illustré à la figure 4.1.3.f.


(g) Examiner l'empreinte de serrage située sur la face intérieure du corps de la boîte près de la base du serti à l'endroit indiqué par la flèche de la figure 4.1.3.g. L'empreinte doit apparaître comme une ligne continue et nette, mais pas trop profonde, sur tout le pourtour de la boîte. (Se reporter à l'article 3.5.2 pour d'autres renseignements sur l'empreinte de serrage.)
Description de l'empreinte/zone de serrage
Montre la position de l'empreinte de serrage de la boîte sur la face intérieure du corps de la boîte près de la base du serti.
(h) Examiner l'intérieur du crochet de fond et déterminer le taux de serrage d'après les rides.
L'exécution de la première passe provoque inévitablement des rides sur le crochet de fond, notamment dans le cas de boîtes non rondes dont le serti présente un changement prononcé de courbure. Ces rides doivent être aplanies au cours de la deuxième passe.
Les rides qui subsistent après l'exécution de la deuxième passe peuvent être de vraies rides ou des rides résiduelles. Il importe de pouvoir faire la distinction entre ces 2 types de rides aux fins de la mesure du serrage étant donné que seules les vraies rides sont prises en compte.
Rides
La présence de rides indique que le serti n'est peut-être pas suffisamment serré.
Les rides ont 3 dimensions, soit :
- la longueur qui est la distance sur laquelle se prolonge la ride depuis le bord du crochet de fond jusqu'au point où elle n'est plus visible près de la courbure du crochet de fond;
- la profondeur qui est la distance sur laquelle la ride se prolonge depuis la face du crochet de fond en direction du corps de la boîte; et
- la largeur qui est la distance sur laquelle la ride se prolonge le long de l'arête du crochet de fond, c.-à-d. sa longueur circonférentielle.
À mesure que le serti devient plus serré, ces dimensions diminuent. La longueur de toute ride qui subsiste après l'exécution de la deuxième passe peut être évaluée visuellement et donner une idée du serrage obtenu, à condition que tous les autres paramètres soient en deçà des limites recommandées. Cette évaluation chiffrée des rides d'un serti bien formé permet d'obtenir une méthode fiable de déterminer le taux de serrage.
Le taux de serrage s'exprime de plusieurs manières (voir la figure 4.1.3.h et le tableau 4.1.3). La méthode la plus courante utilisée en Amérique du Nord est le taux de serrage exprimé en pourcentage qui est le rapport estimé entre la portion (longueur) du crochet de fond non ridée et la longueur du crochet de fond. Le taux de serrage est fonction de la longueur de la ride la plus longue présente sur tout le pourtour du crochet de fond. Le taux de laxité est l'inverse du taux de serrage (par exemple, un taux de serrage de 60 % équivaut à un taux de laxité de 40 %).

Les rides ont 3 dimensions et le classement du serrage ne doit pas reposer sur la seule longueur des rides; il faut aussi tenir compte de la profondeur et de la largeur. L'un des moyens de résoudre ce problème d'évaluation de degré de serrage du serti consiste à évaluer aussi l'espace libre et le pourcentage de compacité, conformément aux directives du fabricant des boîtes.

Le pourcentage minimum de compacité est 75 % dans la principale zone de joint d'étanchéité.
Rides résiduelles
Les rides résiduelles ont une longueur et une largeur, mais pas de profondeur. La face du crochet est lisse, ce qui signifie que le serti a été convenablement comprimé ou écrasé. Ces « rides » constituent habituellement les traces des plis de première passe qui ont été complètement aplanies lors de la deuxième passe. Elles peuvent également être dues à une trop forte compression du joint élastique entre le crochet de corps et le crochet de fond. Quoiqu'il en soit, les rides résiduelles n'indiquent pas un serrage insuffisant dans le serti puisque le crochet de fond est lisse.
Description du taux de serrage
Diagramme de l'estimation des rides. Des rides progressivement plus grandes d'expositions avec la taille exprimée comme une fraction hors de dixièmes, comme pourcentage et comme estimation de 1 à 4, qui a été développé par le Metal Box Company.
| Rides | Taux de serrage exprimé en % |
Taux de serrage Metal Box Co. |
|---|---|---|
| Zéro | 100 | 0 |
| 1/10 | 90 | 0 |
| ⅛ | 0 | 1 |
| 2/10 | 80 | 1 |
| ¼ | 75 | 2 |
| 3/10 | 70 | 2 |
| ⅜ | 0 | 3 |
| 4/10 | 60 | 3 |
| ½ | 50 | 3 |
| 6/10 | 40 | 4 |
| 7/10 | 30 | 4 |
| 8/10 | 20 | 4 |
| 9/10 | 10 | 4 |
| Pleine longueur | 0 | 4 |
La longueur de la ride est exprimée comme une fraction de la longueur du crochet de fond.
Description de serrage du crochet de fond
La gauche du graphique montre un en coupe des rides quel projet loin du corps de la boîte. Le bon côté montre la même chose en coupe des rides résiduelles ce qui ne sont pas indicatifs d'un serrage insuffisant dans le serti.
Taux de serrage des boîtes non rondes
Dans le cas des boîtes non rondes, le taux de serrage varie en différents points sur le périmètre de la boîte. Pour les zones du serti qui ont un périmètre rectiligne, on peut s'attendre à ce que le taux de serrage soit semblable à celui noté des boîtes rondes. Toutefois, à cause des changements prononcés de courbure du serti qui surviennent dans les coins, le taux de serrage est inévitablement moins élevé, étant donné que la courbure est très prononcé et qu'une quantité assez importante de tôle doit être pliée à cet endroit. Il faut viser à obtenir un taux de serrage qui satisfasse aux normes recommandées par le fabricant de la boîte suivant la boîte et la fermeture utilisées. Tout effort en vue d'augmenter cette valeur peut entraîner des défauts de sertissage comme les picots en V et les sertis coupants. Lors du contrôle de boîtes présentant des sertis lâches (voir l'article 7.5.15, serti lâche), il faut tenir compte des facteurs suivants :
- La qualité et le serrage du serti aux zones rectilignes. Si le serti observé dans ces zones est de mauvaise qualité, la présence de rides excessives dans un coin prend plus d'importance que si un serti de bonne qualité est noté dans les sections rectilignes. En effet, cela démontre que le fabricant n'a pas exercé un contrôle rigoureux de la formation du serti et que les rides peuvent être dues à d'autres facteurs que la courbure prononcée des coins.
- Pour les boîtes non rondes qui montrent un taux de serrage marginal dans les coins, la présence d'une empreint de serrage devrait être un facteur important pour décider de l'acceptabilité du serti. Combinée à des rides trop sévères et à un profil de serti rond, l'absence d'empreinte de serrage peut indiquer que le serti n'est pas suffisamment serré.
- La présence de défauts de sertissage ou de mesures de sertis en dehors des tolérances prescrites. Comme pour tous les sertis, la présence de toute anomalie doit entrer en ligne de compte pour décider du degré de serrage des sertis de boîtes non rondes. Une longueur excessive de ride associée à des dimensions ne respectant pas les tolérances (en particulier l'épaisseur) ou l'observation de défauts de sertissage dénotent habituellement un serti lâche inacceptable.
- Des crochets de fond et de corps bien aplanis. Des crochets de fond ou des crochets de corps courbés ou gauchis peuvent entraîner un serti lâche inacceptable, bien que l'empreinte de serrage et la longueur des rides satisfassent aux exigences prescrites. (Ce défaut des crochets de fond ou de corps entraîne habituellement une épaisseur de serti ne respectant pas les tolérances prescrites.)
(i) Examiner l'intérieur du crochet de fond de part et d'autre du montage pour voir s'il y a des rides dues à un saut de molettes aux surépaisseurs comme illustré à la figure 4.1.3.j. Se reporter à l'article 7.5.9, saut de molettes.

Description du zone du saut de molettes
À l'intérieur du crochet de fond sur l'un ou l'autre côté du croisement avec le secteur sauté de couture à côté de l'impression de recouvrement, qui est à côté de l'impression de couture de côté de corps de la boîte.
(j) Examiner le crochet de fond pour voir s'il y a à l'impression de l'agrafe (taux d'affaissement) comme illustré à la figure 4.1.3.k. Le taux d'affaissement à cet endroit ne doit pas dépasser les limites d'acceptabilité recommandées par le fabricant de la boîte.

Description de l'affaissement à l'impression de l'agrafe
À l'intérieur du crochet de fond au croisement montrer le taux d'affaissement ce qui ne devrait pas excéder les limites d'acceptabilité du fabricant. Le taux d'affaissement est la baisse dans la longueur de crochet de fond.
(k) Déterminer l'épaisseur de la tôle. Après avoir enlevé le vernis sur une section du fond à l'aide de méthyléthylcétone ou d'une laine d'acier, mesurer l'épaisseur du fond au moyen d'un micromètre qui a une touche fixe bombée. Ne pas utiliser le micromère pour le mesurage du serti.
(l) Croisure réelle - Les mesures de la croisure à l'aide d'une scie et d'un projecteur permettent de déterminer la croisure réelle au point de coupe (voir l'article 4.1.4).

Remarque technique :
La présence de la languette de clé ajoute une épaisseur de métal au serti se trouvant dans la zone de la languette, ce qui entraîne une diminution correspondante de la croisure. La croisure au niveau de la languette de clé doit satisfaire à la longueur minimale acceptable recommandée par le fabricant de la boîte.
(m) Calcul de la croisure théorique - Il est à remarquer que le calcul de la croisure théorique est très variable et entraîne tant une surestimation qu'une sous-estimation de la croisure réelle mesurée par des moyens optiques. Il n'existe aucune méthode de substitution précise du mesurage optique. Si la croisure théorique doit être consignée sur les cartes de contrôle, effectuer le calcul suivant :
Croisure théorique = crochet de corps + crochet de fond + épaisseur du fond − hauteur du serti
Pour déterminer la croisure réelle, on doit ajouter un facteur de correction à la croisure théorique. Les facteurs de correction suivants utilisés par l'industrie de la mise en conserve du saumon en Colombie-Britannique sont donnés à titre d'exemple.
| Croisure théorique valeurs impériales |
Croisure théorique valeurs métriques |
Facteur de correction valeurs impériales |
Facteur de correction valeurs métriques |
|---|---|---|---|
| Moins de 0,030" | 0,76mm | 0,008" | 0,20mm |
| 0,030" à 0,039" | 0,76 à 0,99mm | 0,007" | 0,18mm |
| 0,040" à 0,049" | 1,00 à 1,24mm | 0,005" | 0,13mm |
| Plus de 0,050" | 1,27mm | 0,002" | 0,05mm |
4.1.4 Mesure directe sur coupe de serti et contrôle des dimensions intérieures
Pour les examens destructifs des sertis, on peut utiliser la méthode de mise à nu ou la méthode optique pour les mesures internes. La mise à nu va permettre de déterminer si le serti est suffisamment serré ou non, alors que la coupe transversale permettra de mesurer la croisure et d'évaluer le profil du serti.
La croisure théorique n'est pas aussi précise que la croisure réelle. La mise à nu ou la coupe du serti est effectuée individuellement sur différents échantillons ou peut être effectuée sur le même échantillon en utilisant plus d'une unité au besoin pour atteindre le nombre de points de mesures suggéré.
(a) Coupes de serti
La préparation de coupes de serti permet de déterminer directement les dimensions du serti ainsi que les facteurs d'efficacité comme la croisure réelle, et le degré de croisure. Les coupes s'effectuent par limage ou sciage au moyen d'une scie de bijoutier ou d'une petite scie électrique simple ou double.
La méthode de coupe à utiliser est fonction du type, de la taille et de l'emplacement du défaut ainsi que de l'endroit où l'inspection a lieu, soit sur place ou dans un laboratoire. Par exemple, une lime sera utilisée pour effectuer une inspection sur place lorsqu'une scie (manuelle ou électrique) n'est pas disponible. Une scie de bijoutier sera utilisée pour effectuer une inspection sur place lorsque l'emploi d'une scie électrique risque de faire disparaître complètement le défaut en raison de la largeur de la coupe effectuée par la scie qui est supérieure à la largeur totale du défaut au point d'observation.
- Limage
- Couper en limant perpendiculairement au serti à l'aide d'une lime plate ayant une face lisse. Tenir la face lisse contre la coupe de manière à produire des bavures aussi réduites que possible.
- Scie de bijoutier
- Couper à l'aide de la scie de bijoutier en des points sur le serti selon le type de contenant ou à l'emplacement de défauts de sertissage qui ont été provisoirement identifiés ou classés visuellement. Scier de manière à couper seulement dans le sens des dents et non selon un mouvement de va-et-vient. La lame doit être bien ajustée dans le bâti et soumise à une pression descendante légère, mais constante lors de la coupe. Bien couper à l'aide d'une scie de bijoutier s'acquiert par la pratique. Effectuer 2 coupes dans le corps et le fond de la boîte, dont une qui traverse le centre de la zone du défaut. Une fois les coupes exécutées, dégager le serti en coupant le corps et le fond à l'aide d'une paire de pinces coupantes.
- Scie électrique
- Pour les boîtes rondes deux pièces, effectuer la coupe au moyen d'une scie double (figure 4.1.4.a) en 3 points situés à environ 120 degrés les uns des autres. Pour les boîtes rondes trois pièces, couper à environ 1 pouce de chaque côté de l'agrafe et à l'opposé de l'agrafe. Pour les boîtes non rondes, couper aux endroits indiqués dans la figure 4.1.2.a.

(b) Projection de la section du serti
Polir la section à l'aide d'une pierre à grain fin ou de papier émeri.
- Projecteur de profil
- S'assurer que l'appareil est bien calibré conformément aux instructions du fabricant. Fixer la section sur le projecteur conformément à la figure 4.1.4.b. À l'aide du pied à coulisse intégré au projecteur, mesurer à même l'image projetée du serti la croisure, la longueur des crochets de corps et de fond et la hauteur intérieure du serti conformément à la figure 4.1.4.c.


Description des mesures de l'image projetée du serti
Montre la position des étriers en mesurant le crochet de fonds, le crochet de corps, la croisure réelle et la hauteur intérieure du serti.
- Loupe à serti
- Tenir la section du serti en position inversée entre le pouce et l'index, puis placer l'extrémité en biseau du viseur à côté de la section de la loupe de manière que cette dernière se trouve dans le champ de vision de la loupe et soit au point. Si certains paramètres du serti doivent être mesurés, positionner l'échelle graduée de manière que cette dernière et la section du serti soient au point et que le paramètre à mesurer se trouve dans l'étendue de mesure de l'échelle (1 division de l'échelle = ,002"). La section du serti doit être bien éclairée lorsqu'on utilise la loupe à serti.
Remarque technique :
Si le paramètre du serti mesuré est à la limite des normes recommandées, les observations effectuées à l'aide de la loupe a serti doivent être confirmées au moyen d'un projecteur plus précis.
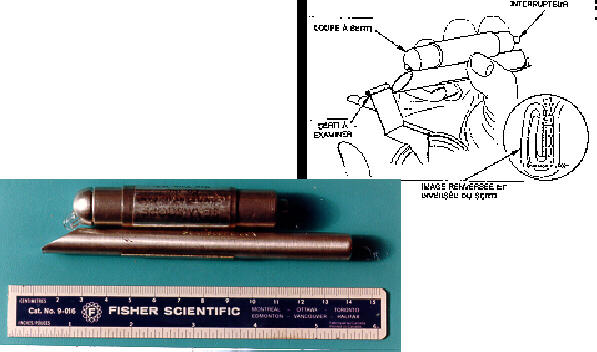
Description du loupe à serti
Montre une photo d'une loupe à serti avec une règle pour la balance. Un graphique montre comment tenir la loupe à serti et où sur la serti aligner. Une image renversée de la serti est montrée en conséquence.
(c) Évaluation du serti
Dégager le crochet de fond, examiner l'empreinte de serrage et effectuer les contrôles indiqués aux alinéas 4.1.3 g) à j).
4.1.5 Normes de sertissage
Le fabricant de boîtes établit des normes relatives à chaque format et type de boîtes qui indiquent les mesures et les tolérances auxquelles le serti doit satisfaire pour que le contenant soit hermétique. Des méthodes d'inspection doivent être élaborées afin de permettre aux fabricants de boîtes ou aux conserveurs de soumettre à des contrôles supplémentaires tout contenant qui ne répond pas aux normes recommandées.
Les normes du fabricant varient suivant que les boîtes sont en acier ou en aluminium, sont du type deux ou trois pièces, sont brasées ou soudées et sont rondes ou non rondes. Le tableau 4.1.5 donne un exemple de valeurs justifiant des contrôles supplémentaires applicables aux boîtes trois pièces rondes. Les normes dimensionnelles provisoires en matière de sertissage établissent les limites justifiant des contrôles supplémentaires pour les boîtes de conserve trois pièces et rondes utilisées par les fabricants en Amérique du Nord. Les normes ne s'appliquent pas nécessairement aux boîtes d'autres formes ou types.
Il est très important de se souvenir que la qualité des sertis ne peut pas être évaluée seulement en fonction des mesure intérieures ou extérieures. L'inspection visuelle aux fins de détermination du taux de serrage et de la présence de toute anomalie visible est toute aussi importante.
Lorsqu'une ou plusieurs mesures s'écartent des limites de réglage, il faut vérifier un autre échantillon immédiatement. Si les valeurs obtenues s'écartent également des limites, il faut prendre les mesures correctrices qui s'imposent.
Toutefois, le fait que des dimensions se situent hors des limites ne signifie pas nécessairement que le serti est inacceptable. On doit donc décider si le serti est satisfaisant. L'appréciation finale doit se faire en fonction de l'importance de l'écart ainsi que de toutes les autres mesures et observations effectuées.
Les principaux facteurs à considérer lors de l'évaluation d'un serti sont la croisure et le serrage. Le serti peut être considéré comme étant acceptable lorsque les conditions suivantes sont satisfaites : 1) son degré de croisure et son taux de serrage sont en deçà des limites de réglage; 2) les autres dimensions se situent dans les limites des valeurs justifiant des contrôles supplémentaires; et 3) aucun défaut sérieux n'est relevé et le serti est bien formé.
Lorsque l'évaluation totale d'un serti indique une intégrité douteuse, les boîtes doivent être mises en retenue et soumises à des contrôles plus poussés comme le triage, des essais de détection de fuites, une incubation permettant de déterminer s'il y a eu contamination ou tout simplement une retenue pour déterminer s'il y a ou non recontamination du produit. Le genre de mesures à prendre est fonction des circonstances.
Tableau 4.1.5 Exemple de valeurs justifiant des contrôles supplémentaires applicables aux sertis des boîtes de conserve trois pièces rondes
| Article | Diamètre nominale | Valeur idéale | Limites d'opération | Valeur justifiant des contrôles supplémentaires fermetures en acier |
Valeur justifiant des contrôles supplémentaires fermetures en alum. |
|---|---|---|---|---|---|
| Longueur du crochet de corps Note de tableau 1 | 202 | ,075-,080 | ,075 ± ,008 | s/o | s/o |
| Longueur du crochet de corps Note de tableau 1 | 207,5-401 | ,080-,085 | ,080 ± ,008 | s/o | s/o |
| Longueur du crochet de corps Note de tableau 1 | 404-603 | ,082-,087 | ,082 ± ,010 | s/o | s/o |
| Longueur du crochet de fond Note de tableau 2 | 202-211 | ,65 min. | s/o | s/o | |
| Longueur du crochet de fond Note de tableau 2 | 300-401 | ,070 min. | s/o | s/o | |
| Longueur du crochet de fond Note de tableau 2 | 404-603 | ,075 min. | s/o | s/o | |
| Croisure réelle | 202 | ,035 min. | ,030 min. | ,030 min. | |
| Croisure réelle | 207,5-211 | ,040 min. | ,030 min. | ,030 min. | |
| Croisure réelle | 300-303 | ,040 min. | ,035 min. | {non calculée} | |
| Croisure réelle | 307-401 | ,045 min. | ,035 min. | ,035 min. | |
| Croisure réelle | 404 | ,045 min. | ,035 min. | ,035 min. | |
| Croisure réelle | 502-610 | ,050 min. | ,035 min. | {non calculée} | |
| Taux de serrage, % | 202-401 | 80-100 % | 70-100 % | 60 % ou moins | 70 % ou moins |
| Taux de serrage, % | 404 | 90-100 % | 80-100 % | 60 % ou moins | 70 % ou moins |
| Taux de serrage, % | 502 | 90-100 % | 80-100 % | 70 % ou moins | {non calculée} |
| Taux de serrage, % | 603-610 | 90-100 % | 90-100 % | 70% ou moins | {non calculée} |
Notes de tableau
- Note de tableau 1
-
Selon les lectures maximale et minimale d'une boîte échantillon.
- Note de tableau 2
-
Selon la lecture minimale d'une boîte échantillon.
Référence : « Can Manufacturers Institute - Voluntary Industry Can Standards ».
4.2 Processus d'examen et d'évaluation de l'intégrité des boîtes
4.2.1 Boîtes remplies
Une fois que les sertis ont été examinés, le reste de la boîte est examiné avant de procéder à la mise à nu du ou des sertis :
- Vérifier la tôle pour voir si elle présente des défauts ou des dommages. Les zones qui peuvent présenter des fissures comprennent les lignes d'amincissement, le rivet de la languette d'arrachage, les inscriptions en relief et les gradins.
- Examiner l'agrafe des boîtes.
- S'assurer que les fermetures (couvercles et fonds) ne sont pas déformées. Pour les produits mis en conserve sous vide dans des conditions constantes de remplissage et de fermeture, la concavité du fond ou la profondeur du macaron central peuvent être utilisées comme indice du vide interne. Il importe de reconnaître que le profil des fermetures de boîtes vides varie considérablement et peut influer sur la concavité des fermetures de boîtes scellées. La température ambiante influe également sur la concavité des fermetures.
La concavité des fermetures est mesurée depuis le bord supérieur du serti jusqu'au centre géométrique de la fermeture. On doit utiliser une jauge semblable à celle employée pour déterminer la profondeur de cuvette. Il faut placer le barre sur le sommet du serti à distance du montage. Positionner la pointe de la cheville au centre approximatif de la fermeture de la boîte. S'assurer que le code en relief ne gêne pas le mesurage.
- S'assurer que la boîte ne semble pas légère, partiellement remplie ou sans liquide. Le poids de la boîte comparé au poids moyen d'une autre boîte permet de déterminer si des fuites peuvent s'être produites.
4.2.2 Essai sous pression
On peut utiliser l'essai sous pression pour vérifier l'étanchéité d'un contenant. Cet essai est effectué à l'aide d'un appareil conçu spécialement pour soumettre les boîtes à une pression d'air standard.
Cet essai est surtout utilisé pour les boîtes vidées. Les corps de boîtes doivent être bien secs et le joint élastique doit être exempt d'huile et d'eau avant et pendant la mise sous pression. On doit placer la boîte de manière que le couvercle se trouve vers le haut dans l'appareil d'essai et immerger la boîte dans l'eau. En plaçant la boîte de cette manière, toutes les zones critiques sont soumises à la pression, y compris la ligne d'amincissement, le serti et le rivet de la languette d'arrachage. Il faut augmenter la pression lentement et les boîtes ne doivent présenter aucun signe de fuite à une pression inférieure à 69 kPa (10 lb/po2). Si des fuites sont décelées à une pression inférieure à 69 kPa (10 lb/po2), il s'agit d'un défaut sérieux et on doit effectuer d'autres contrôles pour identifier la cause du défaut.
Dans le cas des boîtes qui ne sont pas prévues pour conserver un vide partiel, des boîtes non rondes et des boîtes à ouverture facile par ligne d'amincissement, une pression maximum de 48 kPa (7 lb/po2) devrait être utilisée.
Ces essais peuvent faciliter la détection de défauts cachés, mais un essai d'étanchéité négatif (absence de fuite) ne réduit en rien la gravité de tout autre défaut pouvant être présent. Il peut arriver que ce facteur s'avère extrêmement important et devrait donc s'ajouter à toute évaluation des risques.


4.2.3 Essai sous vide
L'essai d'étanchéité peut aussi être réalisé par mesure du vide sur une boîte vide et propre en utilisant un appareillage et en procédant dans des conditions qui permettent de déceler facilement toute fuite. Cet essai est recommandé pour les boîtes non rondes. Le vide partiel utilisé (en pouces d'eau) est fonction de la taille et de la forme de la boîte et est généralement indiqué par le fabricant de la boîte.
4.2.4 Essai au colorant
Un essai au colorant faisant appel à un colorant complètement ou presque complètement à base d'eau, comme le Zylox, constitue la meilleure méthode d'essai en laboratoire pour la recherche des points de fuite sur les boîtes de toutes tailles ou formes. Les colorants à base de solvant s'avèrent préférables pour la vérification des lignes d'amincissement et des agrafes latérales et la recherche des fissures de la tôle, tandis que les colorants à base d'eau, comme le Ziglo, sont préférables pour la vérification des sertis.
L'essai au colorant doit être réalisé conformément aux indications du fabricant du colorant ou de la boîte. L'inspection gouvernementale doit être conforme aux procédures officielles.
On peut déceler les fuites au niveau de la ligne d'amincissement, du rivet ou des inscriptions en relief des boîtes de type à ouverture facile en utilisant une teinture d'imprégnation. Un colorant fluorescent ou de type à révélateur peut être utilisé pour déceler une perte d'étanchéité. Cette procédure peut être appliquée à des fonds non employés et à des boîtes qui ont été vidées et ensuite complètement lavées et séchées.
4.2.5 Essai de la languette d'arrachage et de la ligne d'amincissement
Cet essai doit être réalisé par la méthode du colorant. Il n'est pas essentiel d'utiliser un colorant à base d'eau; un colorant à base de solvant peut aussi être utilisé.
5.0 Classification de la gravité des défauts
Après avoir été caractérisé et classifié, un défaut de fabrication doit également recevoir une cote de gravité. Voici les définitions des deux cotes de gravité reconnues pour le classement des boîtes scellées hermétiquement et stérilisées.
5.1 Sérieux
Se dit d'un défaut qui démontre :
- que le contenu d'une boîte donne lieu ou a donné lieu à une prolifération bactérienne; ou
- que l'étanchéité du contenant n'existe plus ou est sérieusement compromise; ou
- que le contenant n'est pas acceptable pour la distribution et la vente selon les stipulations de l'article 4 de la Loi sur les aliments et drogues et l'article B.27.003 et 27.005 du Règlement sur les aliments et drogues.
5.2 Mineur
Se dit d'un défaut clairement caractérisé, mais qui n'entraîne pas ni ne risque d'entraîner une perte d'étanchéité et qui ainsi ne constitue pas un risque pour la santé.
6.0 Liste alphabétique des défauts de boîtes
Le présent chapitre renferme une liste alphabétique des termes relatifs aux défauts de boîtes, y compris d'autres appellations, les types particuliers de défauts et les conditions de défauts connexes.
7.0 Catégories des défauts de boîtes
- 7.1 Défauts de fabrication de la tôle
- 7.2 Défauts d'application des revêtements
- 7.3 Défauts de fabrication des corps de boîtes
- 7.4 Défauts de fabrication des fermetures de boîtes
- 7.5 Défauts de sertissage
- 7.6 Autres défauts de fabrication
- 7.7 Défauts de manutention
7.1 Défauts de fabrication de la tôle
7.1.1 Défaut : Tôle feuilletée
Classification :
La tôle feuilletée est considéré comme un défaut de tôle sérieux.
Description :
Corps ou fond de boîte dont le métal se sépare en 2 feuilles.
Causes courantes :
- Couches de métal en une seule épaisseur de tôle pendant le laminage. Ces couches de métal ne se fusionnent pas pendant le laminage et se séparent lors du travail du métal aux fins de fabrication des boîtes.





7.1.2 Défaut : Trou d'épingle
Classification :
Un trou d'épingle est considéré comme un défaut de tôle sérieux.
Description :
Perforation dans la feuille qui se produit pendant le laminage. Les trous d'épingle présentent différentes grandeurs depuis des trous à peine visibles jusqu'à de grandes perforations irrégulières qui comportent des arêtes vives.
Causes courantes :
- Des corps étrangers peuvent être incorporés dans la feuille au moment du laminage et ne s'unissent pas à la tôle. Les particules importantes apparaîtront sur les deux faces de la tôle. Lorsque la tôle est travaillée pendant la fabrication de la boîte ou fléchie au cours de la stérilisation, ces particules peuvent être délogées et former ainsi des trous dans la feuille.




7.1.3 Défaut : Taches sur la tôle
Classification :
Les taches sur la tôle sont considérées comme un défaut de tôle mineur.
Description :
Taches visibles sur la surface de la tôle. Si la tôle est vernie, ces taches peuvent être visibles à travers le revêtement.
Causes courantes :
- Ce défaut se produit pendant la fabrication de la tôle.
Photo non disponible.
7.1.4 Défaut : joint soudé
Classification :
Un joint soudé est considéré comme un défaut de tôle sérieux lorsqu'il est emballé avec un produit corrosif, lorsque la soudure continue présente des fentes, comme dans le cas des soudures par points, ou lorsque la soudure est tellement fragilisée que la simple pression exercée par un doigt entraîne la fracture de celle-ci.
Description :
Joint soudé visible, noirâtre, ayant environ 5 mm (3/16") de largeur, traversant le fond ou le corps de la boîte. Ce défaut ne comporte pas de danger (coulage), sinon celui d'une corrosion possible à l'endroit du joint qui peut mener à la perforation de la feuille.
Causes courantes :
- Ces joints sont réalisés lors de la soudure à l'arc de deux feuilles de tôle au moment du bobinage.


7.2 Défauts d'application des revêtements
7.2.1 Défaut : Coulures de revêtement
Classification :
Une coulure de revêtement est considérée comme un défaut mineur à moins qu'un examen approfondi ou plus poussé ne révèle qu'il est sérieux.
Une coulure du revêtement est considérée comme un défaut d'application de revêtement sérieux lorsqu'on constate qu'il y a un trou et/ou corrosion de la tôle à la suite d'un examen minutieux qui comprend l'ouverture de la boîte ou l'élimination de la coulure afin de déterminer l'état de la tôle.
Description :
Goutte de revêtement extérieure ou intérieure qui ressemble souvent à une petite bulle métallique dure. Ce défaut peut avoir le même aspect qu'une éraflure d'emboutissage.
Causes courantes :
- Coulures ou éclaboussures survenant lors du vernissage.




Vue intérieure de A


7.2.2 Défaut : Manques du revêtement
Classification :
Les manques du revêtement sont considérés comme un défaut d'application de revêtement sérieux lorsqu'ils sont :
- internes et le contenu est corrosif; ou
- externes et la tôle est corrodée.
Les manques de revêtement sont considérés comme un défaut d'application de revêtement mineur lorsqu'ils :
- sont externes et aucune corrosion n'est présente; ou
- sont internes et le contenu n'est pas corrosif.
Description :
Toute discontinuité (métal à nu, pailles, piqûres) du revêtement. Il peut y avoir corrosion ou production de sulfure (réaction avec le produit). Se reporter également à l'article 7.7.3 - Corrosion.
Causes courantes :
- Présence de saletés, de corps gras ou d'impuretés sur la feuille de tôle avant le vernissage.
- Vernissage défectueux de la feuille de tôle.





7.2.3 Défaut : Particules étrangères dans le revêtement
Classification :
Défaut d'application de revêtement mineur.
Description :
Petites particules souvent noires visibles dans la surface du revêtement. Ces particules noires peuvent avoir la forme d'une ligne sur la paroi du corps des boîtes deux pièces produite par l'opération d'emboutissage.
Causes courantes :
- Particules noires ou particules brûlées de revêtement, saletés ou autres impuretés qui peuvent adhérer au revêtement humide avant sa cuisson.


7.3 Défauts de fabrication des corps de boîtes
Boîtes trois pièces soudées à l'étain
7.3.1 Défaut : Corrosion acide
Classification :
La corrosion acide est considérée comme un défaut sérieux de boîte trois pièces.
Description :
Corrosion causée par des cristaux acides se trouvant à l'extérieur de l'agrafe ou tout dépôt de sels à l'intérieur de la boîte.
Causes courantes :
- Cristaux acides apparaissant parfois à l'extérieur de l'agrafe et provenant du bain de soudure en vue de garder le rouleau de soudage propre et « étamé ».


7.3.2 Défaut : Soudage imparfait
Classification :
Le soudage imparfait est considéré comme un défaut sérieux de boîte trois pièces.
Description :
Filet de soudure présentant un aspect discontinu, rugueux ou poreux pouvant favoriser une contamination bactérienne à travers l'agrafe. Ce défaut se manifeste surtout aux extrémités des l'agrafe mais ne s'observe bien que par un examen visuel après mise à nu de l'agrafe et du serti.
Causes courantes :
- Température de soudage trop froide.


7.3.3 Défaut : Empreinte de reformage distendue
Classification :
Une empreinte de reformage distendue est considérée comme un défaut sérieux de boîte trois pièces.
Description :
Pli sur le corps ou le bord à sertir au niveau de l'empreinte de reformage de boîtes reformées qui compromet l'étanchéité du serti ou entraîne la fissuration de la tôle.
Causes courantes :
- Aplatissement incorrect des corps de boîtes.
- Reformage incorrect des corps aplatis.

7.3.4 Défaut : Excès de soudure
Classification :
L'excès de soudure est considéré comme un défaut sérieux de boîte trois pièces lorsque:
- une arête de soudure extérieure de hauteur égale à ½ de la hauteur de la boîte et de 0,4 mm (1/64") de largeur est décelée; ou
- l'excès de soudure gêne la formation du serti.
Description :
Excès de soudure à la pastille et déformation subséquente au montage provoquant un affaissement au montage, un désagrafage ou un saut des molettes. L'excès de soudure peut causer aussi un pli dans la pastille. Une pastille épaisse résulte d'une agrafe qui contient un excès de soudure entre les épaisseurs de métal.
Causes courantes :
- Essuyage incomplet de l'excès de soudure.


7.3.5 Défaut : Taches de décapant
Classification :
Les taches de décapant sont considérées comme un défaut mineur de boîte trois pièces.
Description :
Taches brunâtres apparaissant sur la paroi intérieure de la boîte près de l'agrafe ou de la pastille. Les décapants utilisés pour fabriquer les boîtes de conserve au Canada ne sont pas toxiques et n'altèrent pas l'arôme ni le goût du produit.
Causes courantes :
- Excès de décapant sur l'agrafe au moment du soudage.


7.3.6 Défaut : Soudure incomplète
Classification :
Une soudure incomplète est considérée comme un défaut sérieux de boîte trois pièces si le cordon de soudure n'est pas complet le long de l'agrafe extérieure et si elle est accompagnée d'un soudage défectueux.
Description :
Pores dans le cordon de soudure de l'agrafe extérieure qui empêchent le soudage complet de l'agrafe. Le cordon est la bande de soudure déposée le long de l'intersection des 2 parois en tôle repliées de l'agrafe. Une boîte inversée, selon le degré d'inversion, présente des pores ou un cordon incomplet de soudure le long de l'agrafe extérieure. Le soudage est l'action de réunir à l'aide de chaleur des surfaces sur lesquelles ont à déjà appliqué de la soudure. Un soudage défectueux résulte d'une température de soudage incorrecte ou d'une mauvaise application du décapant.
Causes courantes :
- Contamination de la zone de l'agrafe empêchant le soudage.
- Décapage incorrect ou insuffisant.
- Inversion du corps de la boîte avant le soudage.
- Essuyage excessif de la soudure.
- Température de soudage trop chaude.


7.3.7 Défaut : Revêtement intérieur inversé
Classification :
Un revêtement intérieur inversé est considéré comme un défaut sérieux de boîte trois pièces soudée à l'étain. Sur une boîte avec une soudure électrique, cela est considéré comme un défaut mineur, à moins qu'il y ait incompatibilité produit/contenant.
Description :
Les bordures du revêtement intérieur sont visibles. Des zones rectangulaires non vernies sont présentes à chaque extrémité de l'agrafe. Ces zones sont habituellement dissimulées par l'agrafe. Le soudage est donc incomplet en raison des zones vernies situées dans le pli de l'agrafe.
Causes courantes :
- Inversion des feuilles à l'alimentation de la cisaille en équerre (machine qui coupe les feuilles en flans).
- Inversion des flans à l'alimentation de la machine à former.

7.3.8 Défaut : Mauvais agrafage
Classification :
Un mauvais agrafage est considéré comme un défaut sérieux de boîte trois pièces.
Description :
Crochets de l'agrafe qui ne sont pas emboîtés sur toute leur longueur. Le soudage complet de l'agrafe n'est pas toujours possible. Ce défaut n'entraînera probablement pas de fuite.
Causes courantes :
- Décentrement des crochets de l'agrafe.
- Crochets de l'agrafe endommagés avant l'assemblage.
- Crochets de l'agrafe mal formés.


7.3.9 Défaut : Encoche hors norme
Classification :
Une encoche hors norme est considéré comme un défaut sérieux de boîte trois pièces lorsqu'un évidement de 0,79 mm (1/32") se prolonge dans le bord à sertir.
Description :
Évidement à l'endroit de la pastille où la section encochée ou sectionnée n'est pas suffisamment recouverte de tôle, ce qui produit un bord à sertir incomplet.
Causes courantes :
- Mauvaise mise en place pour l'encochage du flan.

7.3.10 Défaut : Rétrécissement
Classification :
Un rétrécissement est considéré comme un défaut sérieux de boîte trois pièces. Cette classification ne s'applique qu'aux boîtes qui n'ont pas été conçues pour un rétrécissement.
Description :
Corps dont le diamètre est réduit, par inadvertance, à l'une ou l'autre de ses extrémités, ou les deux.
Les boîtes avec un rétrécissement sont maintenant courantes dans l'industrie des boissons et la technologie peut être utilisée dans d'autres contenants pour aliments. Sur ces boîtes, le rétrécissement est intentionnel et sert à renforcer le corps. Les couvercles de ces boîtes sont intentionnellement plus petits.
Causes courantes :
- Mauvais alignement des extrémités du flan au moment de l'agrafage.

7.3.11 Défaut : Encoche non-détachée
Classification :
Une encoche non-détachée est considérée comme un défaut sérieux de boîte trois pièces en raison de l'épaisseur de métal supplémentaire incorporée au serti.
Description :
Métal à l'endroit du montage qui a la forme de l'encoche du flan et qui est habituellement sectionné avant la formation des crochets de l'agrafe.
Causes courantes :
- Mauvais fonctionnement de l'encocheuse.


7.3.12 Défaut : Application accidentelle de revêtement sur les bords à souder
Classification :
Une application accidentelle de revêtement sur les bords à souder est considérée comme un défaut sérieux de boîtes trois pièces lorsque le soudage complet de l'agrafe n'est pas possible.
Description :
Défaut résultant d'un revêtement intérieur et/ou extérieur appliqué par erreur sur les bordures du flan devant être soudées et qui, de ce fait, ne se prêtent pas au soudage. On obtient une boîte inversée, c'est-à-dire une boîte qui présente une bordure non vernie au mauvais endroit.
Causes courantes :
- Application du revêtement au mauvais endroit.
- Refendage incorrect des feuilles en flans.


7.3.13 Défaut : Pastille ouverte ou fragile
Classification :
Une pastille ouverte ou fragile est considérée comme un défaut sérieux de boîtes trois pièces si la soudure de la pastille cède d'elle-même ou après l'avoir fléchi vers l'intérieur sur une distance de 2,4 mm (3/32").
Description :
Défaut observé lorsque la soudure de la pastille cède en s'ouvrant sous une légère pression du doigt. Au sertissage, la soudure se brise à l'endroit de la pastille fragile ou ouverte, provoquant le coulage du contenu. Ce défaut est difficile à constater autrement que par ses conséquences : une boîte vidée de son contenu liquide.
Causes courantes :
- Températures de soudage trop chaudes ou trop froides.
- Décapage incorrect ou insuffisant.
- Serrage insuffisant de la pastille (voir l'article 3.3.1).


7.3.14 Défaut : Faux-équerrage de la boîte
Classification :
Le faux-équerrage est considéré comme un défaut sérieux de boîte trois pièces.
Description :
Défaut dû à un désaffleurement des bords de 0,79 mm (1/32") ou plus. Ce défaut est également désigné par les expressions « rebords désaffleurées », « corps mal aligné » ou « hors d'angle ».
Causes courantes :
- Mauvais alignement des bords du flan au moment de l'agrafage.
- Faux-équerrage des flans.


7.3.15 Défaut : Projections de soudure
Classification :
La présence de projections de soudure, d'écailles ou de cordons de soudure disparates, détachés ou faciles à enlever constitue un contaminant de produit sérieux. Toutefois, les projections de soudure compromettent rarement l'étanchéité des boîtes, à moins qu'elles ne soient emprisonnées dans le serti (se reporter à l'article 7.5.19, inclusions dans le serti).
Description :
Présence de gouttes de soudure sur la surface intérieure de la boîte, au voisinage de l'agrafe. Ces projections doivent être assimilées aux corps étrangers.
Causes courantes :
- Projections pendant le soudage de l'agrafe.

7.3.16 Défaut : Pastille repliée
Classification :
Une pastille repliée est considérée comme un défaut sérieux de boîte trois pièces.
Description :
Défaut résultant du réplique, en cours d'agrafage, de l'une des deux épaisseurs qui forment la pastille. Ce défaut provoque le coulage du contenu de la boîte.
Causes courantes :
- Bord de l'encoche endommagé.


Boîtes trois pièces electro-soudée
7.3.17 Défaut : Soudure brûlée
Classification :
Une soudure brûlée fondue est considérée comme un défaut sérieux de soudage.
Description :
Chaleur locale excessive due à la présence de corps étrangers qui cause une brûlure.
Causes courantes :
- Présence de corps étrangers dans la soudure, comme des particules de revêtement intérieur ou extérieur, des saletés, de l'huile ou des corps gras.
- Fil à souder contaminée.


7.3.18 Défaut : Soudure ouverte
Classification :
Une soudure ouverte est considérée comme un défaut sérieux de soudage.
Description :
Soudure de l'agrafe incomplète ou séparée.
Causes courantes :
- Croisure incorrecte de l'agrafe.
- Courant trop faible.
- Flan endommagé ou défectueux.
- Croisure en biseau de l'agrafe.
- Soudure imparfaite ou faible.


7.3.19 Défaut : Coin replié
Classification :
Un coin replié est considéré comme un défaut de soudage sérieux.
Description :
Trou triangulaire à l'une ou l'autre des extrémités de l'agrafe.
Causes courantes :
- Coin du flan replié avant le soudage.
- Zone de l'agrafe non soudée ou mal soudée repliée pendant le bordage ou le sertissage.







Boîtes deux pièces à fond intégré
7.3.20 Défaut : Bavures sur le bord à sertir
Classification :
Les bavures sur le bord à sertir sont considérées comme un défaut sérieux de fabrication des boîtes lorsqu'elles font saillie sur une distance égale ou supérieure à 0,50 mm (0,020"). Les bavures sont considérées comme un défaut mineur de fabrication des boîtes lorsqu'elles font saillie sur une distance comprise entre 0,50 mm et 0,25 mm (0,020" et 0,010").
Description :
Bavure rugueuse et saillante laissée sur l'arête de coupe du bord à sertir.
Causes courantes :
- La presse à détourer ne coupe pas de façon nette le bord à sertir à la longueur désirée.

7.3.21 Défaut : Corps cannelé
Classification :
Un corps cannelé est considéré en général comme un défaut mineur. Toutefois, il s'agit d'un défaut sérieux si les cannelures se prolongent jusqu'au bord à sertir et lorsque le degré de cannelure est prononcé au point de nuire à la formation du serti et d'en compromettre l'intégrité.
Description :
Une ou plusieurs ondulations profondes visibles sur le corps tronconique.
Causes courantes :
- Déplacement du corps pendant l'opération d'emboutissage.

7.3.22 Défaut : Profil du fond fissuré
Classification :
Un profil du fond fissuré est considéré comme un défaut sérieux de boîte deux pièces lorsque :
- il y a fracture complète du rayon intérieur de cuvette; ou
- la contrainte exercée sur le rayon intérieur de cuvette affaiblit ou amincie le métal à l'endroit du rayon et est sur le point de provoquer une fracture.
Description :
Rayon de profil du fond fissuré d'une boîte deux pièces ou rayon de profil du fond comprimé qui peut céder pendant le traitement ou la manutention.
Causes courantes :
- Lubrification inadéquate de la tôle avant l'emboutissage.
- Poinçon et matrice décentrés.



7.3.23 Défaut : Profil du fond incomplet
Classification :
Un profil inférieur incomplet est considéré comme un défaut mineur de boîte deux pièces à condition que la fond ne se déforme pas pendant la stérilisation.
Description :
Profil de fond intégré non formé complètement. Cette partie est donc plus faible et peut gauchir pendant la stérilisation.
Causes courantes :
- Course incomplète du poinçon dans la matrice.


7.3.24 Défaut : Arête de corps mal formée ou incomplète
Classification :
Une arête de corps mal formée ou incomplète est considérée comme un défaut sérieux de fabrication des boîtes si la tôle est considérablement usée par frottement ou plissée.
Description :
Arête de corps d'une boîte deux pièces décentrée ou incomplète. La tôle peut être usée par frottement, plissée ou indentée suivant différents degrés.
Causes courantes :
- Glissement de la boîte pendant le moulurage, ce qui cause une arête de corps incomplète.
- Alimentation incorrecte de la boîte à l'entrée de la machine à moulurer.



7.3.25 Défaut : Éraflures d'emboutissage
Classification :
Les éraflures d'emboutissage sont considérées comme un défaut sérieux de fabrication des boîtes lorsque :
- la tôle est fissurée; ou
- les marques sont aiguës, angulaires et profondes, ce qui indique une fissuration possible en cours de manutention; ou
- les marques ont pénétré dans le revêtement intérieur de manière à mettre à nu le métal qui réagit avec un produit corrosif; ou
- la formation du bord à sertir est compromise.
Les éraflures d'emboutissage sont considérées comme un défaut mineur de fabrication des boîtes si les marques sont lisses, rondes et peu profondes.
Description :
Marque anormale sur la tôle dont la taille, la forme et la profondeur peuvent varier. Si les éraflures influent sur la formation du bord à sertir, des défauts de sertissage peuvent se manifester.
Pour des renseignements supplémentaires sur les revêtements fissurés, voir la section sur le revêtement égratigné (7.7.7).
Causes courantes :
- Déchets métalliques ou corps étrangers dans la matrice pendant la formation des boîtes deux pièces.




7.3.26 Défaut : Bord à sertir cannelé
Classification :
Un bord à sertir cannelé est considéré comme un défaut sérieux de boîte deux pièces lorsque le cannelage est suffisamment prononcé pour nuire à la formation du serti et ainsi compromettre l'étanchéité.
Description :
Cannelure du corps d'une boîte deux pièces qui se prolonge jusqu'au bord à sertir. Ce défaut peut entraîner une épaisseur de bord à sertir non conforme aux normes prescrites, ou les cannelures peuvent former des rainures dans le serti.
Causes courantes :
- Problèmes d'emboutissage de la tôle, notamment de trempe.
- Déplacement du flan pendant l'emboutissage.



Autres défauts de corps de boîtes
7.3.27 Défaut : Inversion
Classification :
L'inversion est considérée comme un défaut sérieux de boîtes trois pièces, et dans le cas des boîtes deux pièces, si le métal est exposé à un produit corrosif; autrement, inversion est considérée comme un défaut mineur de boîtes deux pièces.
Description :
Inversion du corps de sorte que la face vernie se trouve à l'extérieur et la revêtement extérieur, si présent, se trouve à l'intérieur. Dans le cas des boîtes trois pièces, ce défaut entraîne la présence du revêtement dans la zone à souder, ce qui empêche le soudage complet de l'agrafe. Dans le cas des boîtes deux pièces, ce défaut ne compromet pas l'étanchéité de la boîte. Toutefois, le revêtement extérieur, s'il est présent, entre en contact avec le produit et peut réagir avec ce dernier.

Boîtes deux pièces

Boîtes trois pièces


7.3.28 Défaut : Double corps
Classification :
Un double corps est considéré comme un défaut sérieux de corps de boîte dans le cas des boîtes deux pièces et trois pièces.
Description :
Dans le cas des boîtes trois pièces, ce défaut se produit lorsque 2 flans forment le corps d'une boîte. Les sertis sont souvent plus épais et plus longs, mais paraissent autrement normaux. Le corps extérieur présente souvent des signes de flambement et l'agrafe peut paraître mal formée ou non soudée complètement.
Causes courantes :
- Deux flans collés l'un à l'autre au moment de la fabrication.
- Deux corps de boîte ayant glissé l'un dans l'autre au moment du formage des boîtes trois pièces.
- Deux corps de boîtes deux pièces tronconiques solidement emboîtés.
- Deux feuilles de métal embouties ensemble pour former une boîte deux pièces.


Boîte trois pièces

7.3.29 Défaut : Bord à sertir incomplet
Classification :
Un bord à sertir incomplet est considéré comme un défaut sérieux si le bord à sertir est réduit de 0,4 mm (,016") ou plus. Il est considéré comme un défaut mineur si le bord à sertir est réduit de moins de 0,4 mm (,016").
Description :
Encoches ou entailles dans le bord à sertir qui entraînent une croisure réduite ou inexistante à l'intérieur.
Causes courantes :
- Alimentation incorrecte de la feuille sous la matrice.
- Contour de détourage de la feuille inadéquat.
- Déplacement de la feuille pendant l'emboutissage.
- Bord à sertir initial de la boîte emboutie (1re opération) trop court.






7.4 Défauts de fabrication des fermetures de boîtes
7.4.1 Défaut : Bavures sur l'ourlet
Classification :
Les bavures sur l'ourlet sont considérées comme un défaut sérieux de fabrication des fermetures de boîtes lorsqu'elles font saillie sur une distance égale ou supérieure à 0,5mm (0,020"). Les bavures sont considérées comme un défaut mineur de fabrication des fermetures de boîtes lorsqu'elles font saillie sur une distance comprise entre 0,5mm et 0,25mm (0,020" et 0,010").
Description :
Languette rugueuse et saillante laissée sur l'arête de coupe de l'ourlet.
Causes courantes :
- La presse à détourer ne coupe pas de façon nette l'ourlet aux dimensions désirées.
Photo non disponible
7.4.2 Défaut : Double fond
Classification :
Un double fond est considéré comme un défaut sérieux de contenant.
Description :
Deux fonds sont sertis à la même extrémité d'un corps de boîte. Le serti est plus épais et plus haut et peut présenter de nombreux affaissements et picots en V sur son pourtour.
Causes courantes :
- Deux feuilles de métal sont collées l'une à l'autre à leur entrée dans la presse. Les fonds obtenus présentent 2 épaisseurs de tôle roulées ensemble et seul le fond intérieur reçoit un joint élastique.
- Deux fonds formés séparément sont collés ensemble au moment du sertissage.



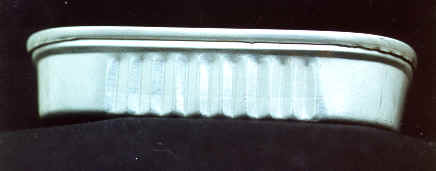

7.4.3 Défaut : Ligne d'amincissement trop profonde ou faible
Classification :
Une ligne d'amincissement trop profonde est considérée comme un défaut sérieux de fabrication des fermetures de boîtes si l'un des défauts suivants est noté :
- la ligne d'amincissement est fracturée; ou
- les lignes d'amincissement ne sont pas conformes aux normes du fabricant (voir description ci-après).
Les autres défauts sérieux de la ligne d'amincissement sont:
Description :
Mince ligne simple ou double sur le pourtour du fond où l'épaisseur de la tôle est diminuée mécaniquement par le poinçon à rainurer. Si le fond est rainuré à une profondeur trop grande, il peut se fissurer ou se déformer au point de céder pendant le traitement thermique ou la manutention.
Une ligne d'amincissement trop profonde doit être évaluée par comparaison avec les normes du fabricant de la boîte, qui doivent faire état de l'épaisseur résiduelle minimale. La résistance de la ligne peut aussi être évaluée par l'essai d'étanchéité, l'essai au colorant ou l'essai de la ligne d'amincissement.
Causes courantes :
- Défaut de fabrication (par exemple : profondeur de poinçonnage trop grande).
- Corrosion de la ligne d'amincissement (interne ou externe).
- Marquage sur ou près de la ligne.
- Languette endommagée (contrainte exercée sur la ligne par le déplacement de la languette).
- Mauvaise manutention ou contrainte exercée sur la ligne d'amincissement.
- Tôle défectueuse.
- Défauts de mise en conserve découlant d'une mauvaise transformation (par exemple, surremplissage des boîtes).
Photo non disponible
7.4.4 Défaut : Jointage élastique défectueux
Classification :
Un jointage élastique défectueux est considéré comme un défaut sérieux s'il empêche la formation d'un serti étanche (manques de joint, joint séché ou qui coule) ou s'il gêne la formation du serti (excès de joint).
Un jointage élastique défectueux est considéré comme un défaut mineur si le joint enduit est déposé par erreur ailleurs que dans la région de l'ourlet du fond, étant donné que le joint élastique n'est pas toxique et n'altère pas l'arôme ni le goût du produit.
Description :
Mauvaise mise en place du joint élastique sur la fermeture de la boîte qui peut entraîner un excès, une mauvaise répartition ou l'absence de joint élastique dans la région de l'ourlet. Le joint élastique peut également être déposé au mauvais endroit sur la fermeture ou pulvérisé sur la surface extérieure de l'ourlet. Ce défaut est désigné également par l'expression « fermetures sales ».
Causes courantes :
- Buse de la jointeuse entièrement ou partiellement obstruée.
- Alimentation incorrecte des fermetures à l'entrée du poste d'injection de joint élastique.
- Composition incorrecte du joint élastique.





7.4.5 Défaut : Ourlet incomplet
Classification :
Un ourlet incomplet est considéré comme un défaut sérieux de fabrication des fermetures de boîtes si l'ourlet est réduit de plus de 0,4mm (0,016").
Un ourlet incomplet est considéré comme un défaut mineur de fabrication des fermetures de boîtes si l'ourlet est réduit de moins de 0,4mm (0,016").
Description :
Encoches ou entailles dans l'ourlet qui entraînent une perte de croisure.
Causes courantes :
- Alimentation incorrecte de la feuille sous la matrice.


7.4.6 Défaut : Rivet de languette d'arrachage fissuré
Classification :
Un rivet de languette d'arrachage fissuré est considéré comme un défaut sérieux.
Description :
Rupture du métal dans la partie de la fermeture où se trouve le rivet.
Causes courantes :
- Alignement incorrect de la languette d'arrachage et de la riveteuse.
- Rivet écrasé de manière trop serrée.
- Lubrification insuffisante de la zone du rivet pendant l'étirage.
Photo non disponible
7.4.7 Défaut : Éraflures d'emboutissage
Classification :
Les éraflures d'emboutissage sont considérées comme un défaut sérieux de fabrication des fermetures de boîtes lorsque :
- la tôle est fissurée; ou
- les marques sont aiguës, angulaires et profondes, ce qui indique une fissuration possible en cours de manutention; ou
- les marques ont endommagé le revêtement intérieur de manière à mettre à nu le métal qui peut réagir avec le produit; ou
- la formation du bord à sertir est compromise.
Les éraflures d'emboutissage sont considérées comme un défaut mineur de fabrication des fermetures de boîtes si les marques sont lisses, rondes et peu profondes.
Description :
Marque anormale sur la tôle dont la forme, la taille et la profondeur peuvent varier. Si les éraflures influent sur la formation du bord à sertir, des défauts de sertissage peuvent se manifester.



7.4.8 Défaut : Ourlet froncé
Classification :
Un ourlet froncé est considéré comme un défaut sérieux de fabrication des fermetures de boîtes lorsque le degré de fronçage est suffisamment prononcé pour nuire à la formation du serti et en compromettre l'intégrité.
Description :
Fronçage de l'ourlet des fermetures de boîtes. Ce défaut peut entraîner une épaisseur de l'ourlet non conforme aux normes prescrites ou les fronces peuvent former des rainures dans le serti.
Il peut arriver qu'un certain fronçage de l'ourlet de la fermeture découle du mode de fabrication de la fermeture, le fronçage n'est alors un défaut que lorsqu'il s'écarte des normes du fabricant de la fermeture.
Causes courantes :
- Réglage incorrect de l'ourleuse.


7.5 Défauts de sertissage
7.5.1 Défaut : Marques de mandrin endommagé
Classification :
La présence de marques de mandrin endommagé est considérée comme un défaut sérieux de sertissage en raison du manque de serrage à l'endroit du défaut.
Description :
Serti mal serré à certains endroits, se manifestant par une saillie sur sa face intérieure à cause d'un creux dans la lèvre du mandrin.
Causes courantes :
- Mandrin endommagé suite à un enrayage de la sertisseuse ou à un mauvais réglage.



7.5.2 Défaut : Accrochage seulement
Classification :
Une boîte accrochée seulement est considérée comme un défaut sérieux de sertissage.
Description :
Seul l'accrochage du couvercle sur la boîte a été complété. Il faut retirer les boîtes de la sertisseuse pour vérifier l'accrochage, puis les remettre en place afin que le sertissage puisse être exécuté.



7.5.3 Défaut : Serti coupant
Classification :
Une serti coupant fracturé est un serti coupant (ou serti à arête vive) qui a subi une fissuration est considéré comme étant un défaut sérieux de sertissage. Un serti coupant (ou serti à arête vive) est considéré comme un défaut mineur de sertissage.
Description :
Un serti coupant est une arête vive de métal qui se forme lorsque, au cours du sertissage, la couronne du serti est refoulée hors de la gorge de molette pardessus la lèvre du mandrin. Un serti coupant fracturé est un serti coupant ayant subi une fissuration et il peut être présent sur tout le pourtour du serti, mais il se retrouve surtout à la zone de jonction du montage et du serti (surépaisseur) et là où il y a des inclusions dans la soudure. Le meilleur moyen de le détecter est de glisser le doigt le long de la face intérieure du serti.
Ce défaut est également désigné par les expressions suivantes : bavure, bec, arête vive, bourrelet.
Causes courantes :
- Excès de soudure au montage.
- Usure du mandrin.
- Usure des molettes.
- Mandrin trop bas par rapport aux molettes de première passe.
- Serrage excessif des molettes de première ou deuxième passe.
- Compression excessive.
- Jeu vertical dans la tête de sertissage.
- Crochet de corps beaucoup trop long.
- Produit dans le serti.
- Excès de joint élastique.







Des sertis coupants sont accompagnés de défauts de sertissage externes, tel que BSE illustré ci-haut
7.5.4 Défaut : Bord à sertir déchiré (B.S.D.)
Classification :
Un bord à sertir déchiré est considéré comme un défaut sérieux de sertissage en raison de l'absence de croisure.
Description :
Bord déchiré ou coupé en partie, la partie endommagée étant repliée sur le corps. N'ayant pas été roulée avec le crochet de corps, il arrive que cette partie fasse saillie à la base du serti. Lorsque ce défaut est sévère le corps de la boîte montre une ouverture juste au-dessous du serti.
Un type particulier de ce défaut est dû à une « erreur de repérage » sur les boîtes reformées. Il s'agit d'une déchirure caractéristique sur le bord à sertir qui apparaît à quelque 10 à 15 mm de l'empreinte de reformage sur le corps de la boîte et qui est causée par le doigt d'entraînement de la machine à reformer.
Causes courantes :
- Endommagement du bord à sertir pendant la manutention des boîtes vides.
- Endommagement du bord à sertir pendant le remplissage.
- Endommagement du bord à sertir pendant une opération subséquente.
- Endommagement du bord à sertir par l'avance à pinces pendant la formation du cylindre.
- Erreur de repérage au moment du reformage des corps de boîte.





7.5.5 Défaut : Affaissement
Classification :
L'évaluation juste d'un affaissement se fait seulement au moyen d'une mise à nu du serti et de la détermination du degré de croisure réelle et du taux de serrage suivant les recommandations du fabricant de boîtes.
Tout affaissement examiné qui présente un degré de croisure réelle égal ou inférieur à 25 % est considéré comme un défaut sérieux de sertissage.
Tout affaissement examiné qui présente un degré de croisure réelle compris entre 25 % et 50 % est considéré comme un défaut mineur de sertissage.
Lorsqu'un examen visuel est exécuté, un affaissement est considéré comme étant un défaut sérieux de sertissage s'il s'étend sur plus de 20 % de la longueur du serti, ou sur plus de 1 cm (⅜") le long du serti, ou si le serti présente plus d'un affaissement. (La détermination du degré de croisure réelle suivant la méthode susmentionnée permet de confirmer la cote de gravité assignée.)
Description :
Projection arrondie du crochet de fond à la base du serti normal. Un affaissement qui présente des signes d'empreintes laissées par la gorge de la molette de deuxième passe doit être évalué en fonction du degré de croisure. Se reporter à l'article 7.5.7, serti fissuré à la base, dans tous les autres cas.
Causes courantes :
- Produit ou corps étrangers dans le serti.
- Excès ou mauvaise répartition du joint élastique.
- Roulé de première passe trop lâche ou trop serré.
- Usure dans la gorge de la molette de première passe.
- Crochet de corps trop long.






7.5.6 Défaut : Faux serti
Classification :
Un faux serti est considéré comme un défaut sérieux de sertissage en raison de l'absence de croisure.
Description :
Serti non agrafé sur une partie du pourtour, avec le crochet de corps replié et comprimé contre le corps de la boîte, mais sans dépasser la base de la courbure du crochet de fond. Ce défaut ressemble à un bord à sertir endommagé où le bord à sertir est visible au-dessous de la courbure du crochet de fond. Ce défaut est difficile à déceler autrement que par un examen visuel minutieux de la base du serti qui révèle parfois 2 épaisseurs de métal. Une coupe de serti permettant d'observer la configuration de l'ourlet et du bord à sertir est souvent requise pour confirmer ce défaut.
Causes courantes :
- Bord à sertir endommagé pendant l'expédition, la manutention, le remplissage, l'alimentation par vis, l'accrochage, le sertissage ou en raison de la présence de produit ou corps étrangers sur le bord à sertir.
- Bord à sertir champignonné.
- Ourlet endommagé ou trop replié.
- Mauvaise mise en place de la boîte pendant l'assemblage.










7.5.7 Défaut : Serti fissuré à la base
Classification :
Un serti fissuré à la base est considéré comme un défaut sérieux de sertissage.
Description :
Fracture de la courbure du crochet de fond. Ce défaut peut être difficile à déceler sans l'aide d'une loupe. Vérifier de près les sertis qui présentent des empreintes laissées par la gorge de la molette de deuxième passe, notamment à l'endroit de l'agrafe ou si un affaissement est observé. Ce défaut est parfois désigné par les expressions « serti fracturé » (article 7.7.5) ou « projection fissurée à la base du serti ».
Causes courantes :
- Serrage excessif du serti.
- Excès de soudure au niveau de la pastille.
- Fond défectueux.
- Excès de joint élastique.
- Produit ou corps étrangers dans le serti.
- Crochet de corps trop long.






7.5.8 Défaut : Croisure insuffisante
Classification :
Toute partie du serti qui présente une croisure optique inférieure à 25 % de la longueur interne du serti est considérée être un défaut sérieux de sertissage.
Description :
Le fabricant des boîtes fournit une norme pour chaque format et type de boîte ou sont indiquée les dimensions et tolérances à respecter pour que le serti soit étanche. Une croisure adéquate est essentielle à l'intégrité du serti.
Les crochets du corps et du couvercle doivent se recouvrer suffisamment pour que le joint soit correctement comprimé lorsque le degré de serrage est suffisant. La formule de calcul de la croisure ne donne qu'une estimation. La mesure optique est la seule mesure exacte.
Causes courantes :
- Entrecroisement insuffisant du bord à sertir du corps et l'ourlet du couvercle.
- Mauvais réglage des mollettes de sertissage ou des plateaux de compression.
- La présence de matières dans la zone de sertissage (par exemple, excès de soudure ou de joint ou matières étrangères).
- Bords à sertir du corps ou de l'ourlet du couvercle endommagés.
Photo non disponible
7.5.9 Défaut : Saut de molettes
Classification :
Un saut de molettes est considéré comme un défaut de sertissage sérieux en raison d'un degré de serrage insuffisant.
Description :
Examiné de l'extérieur, défaut ressemblant à un serrage insuffisant du serti sur un côté de l'agrafe. Examiné de l'intérieur, défaut ressemblant à 2 ou 3 rides sur un côté de l'agrafe. Ce défaut se produit lorsque la molette de deuxième passe fait un léger bond aux surépaisseurs de l'agrafe. L'emplacement du défaut d'un côté ou l'autre du montage est fonction du sens de rotation des molettes.
Causes courantes :
- Vitesse excessive de la sertisseuse.
- Action trop lente du ressort amortisseur de la molette de deuxième passe.
- Ressort amortisseur trop faible de la molette de deuxième passe. Ce défaut est constaté par la mise à nu du serti.
- Ressort amortisseur brisé. Ce défaut est observé de l'extérieur.
- Pastille trop épaisse au montage.
- Excès de soudure à l'extérieur de la pastille.
- Serrage insuffisant par la molette de deuxième passe.
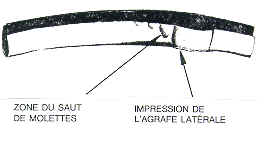
7.5.10 Défaut : Languette de clé mal encastrée
Classification :
Une languette de clé mal encastrée est considérée comme un défaut sérieux de sertissage lorsque :
- la croisure est insuffisante (voir 7.5.8) au niveau de la zone de languette de clé du serti; ou
- des picots en V sont observés à côté de la languette de clé; ou
- il y a coulage du produit.
Description :
Partie de la languette de clé de l'ourlet mal encastrée dans le serti, ce qui entraîne une croisure réduite ou inexistante. La languette de clé peut être courbée ou se prolonger vers le bas (partiellement ou entièrement). Des picots en V peuvent être visibles d'un côté ou l'autre de la languette de clé et le serti peut être fissuré.
Causes courantes :
- Fond défectueux ou endommagé.
- Bord à sertir défectueux ou endommagé.
- Réglage incorrect de la sertisseuse.
- Gorges de molettes de 1re ou 2e passe usées.
- Boîtes trop remplies.
- Joint élastique défectueux.


7.5.11 Défaut : Languette de clé repliée à l'intérieur
Classification :
Une languette de clé repliée à l'intérieur du serti est considérée comme un défaut sérieux de sertissage.
Description :
Languette de clé non visible de l'extérieur de la boîte. Des picots en V peuvent être observés d'un côté ou l'autre de la zone où se trouve habituellement la languette de clé. La languette est visible à l'intérieur de la boîte ouverte.
Causes courantes :
- Alimentation incorrecte de la fermeture dans la sertisseuse.
- Languette de clé endommagée avant le sertissage.


7.5.12 Défaut : Ourlet endommagé (O.E.)
Classification :
Un ourlet endommagé est considéré comme un défaut sérieux de sertissage en raison de l'absence de croisure.
Description :
Partie du crochet de fond qui n'est pas engagée avec le crochet de corps et qui est repliée contre le corps de manière à exposer l'arête de coupe de l'ourlet. L'étendue de ce défaut va d'un simple picot en V au décrochement du crochet de fond sur toute la périphérie.
Causes courantes :
- Produit ou corps étrangers dans le serti.
- Mandrin trop bas par rapport au plateau de compression.
- Ourlet endommagé ou trop replié.
- Mauvaise mise en place de la boîte pendant l'assemblage.











7.5.13 Défaut : Fond enfoncé (F.E.)
Classification :
Un fond enfoncé est considéré comme un défaut sérieux de sertissage en raison de l'absence de croisure.
Description :
Déformation prononcée du fond près de la paroi de la cuvette, entraînant le décrochage ou le non-accrochage des crochets et la mise à nu du bord à sertir. Parfois, l'ourlet est arraché, laissant un trou dans le fond.
Ce défaut est également désigné par l'expression « fond endommagé ».
Causes courantes :
- Morceaux de tôle coincés dans la tête de sertissage.






7.5.14 Défaut : Bord à sertir endommagé (B.S.E.)
Classification :
Un bord à sertir endommagé est considéré comme un défaut sérieux de sertissage en raison de l'absence de croisure.
Description :
Partie du bord à sertir qui est rabattue contre le corps sans être engagée avec le crochet de fond et qui dépasse la base de la courbure du crochet de fond. Ce défaut ressemble à un faux serti où le bord à sertir du corps n'est pas facilement visible au-dessous de la courbure du crochet de fond. L'étendue de ce défaut va jusqu'à une rupture du bord à sertir et du corps qui laisse un espace ouvert entre le fond et le corps. Lorsque ce défaut est causé par la vis d'alimentation des boîtes, il a la forme d'une déchirure en V et présente une égratignure très distincte.
Causes courantes :
- Bord à sertir endommagé pendant le remplissage.
- Bord à sertir endommagé pendant l'expédition ou la manutention.
- Bord à sertir endommagé par les vis d'alimentation.
- Bord à sertir endommagé pendant l'accrochage ou le sertissage.
- Produit ou corps étrangers sur le bord à sertir.
- Bord à sertir champignonné.
- Ourlet endommagé ou trop replié.
- Mauvaise mise en place de la boîte pendant l'assemblage.








7.5.15 Défaut : Serti lâche
Classification :
Un serti lâche est considéré comme un défaut sérieux de sertissage lorsque :
- les boîtes présentant un taux de serrage inférieur au minimum prescrit dans les normes du fabricant des boîtes doivent être retenues aux fins d'enquête ultérieure; ou
- dans le cas d'une boîte ronde pour laquelle le fabricant n'a pas publié de normes, les valeurs de serrage indiquées au tableau 4.1.5 s'appliquent;
- le taux de serrage est inférieur à 50 % dans le cas des contenants non ronds sans vide, ainsi que dans celui où les normes du fabricant de boîtes ne sont pas disponibles; dans le cas de contenants non ronds d'un autre type pour lesquels les normes du fabricant de boîtes ne sont pas disponibles, les valeurs de serrage indiquées au tableau 4.1.5 s'appliquent; ou
- il y a coulage du produit; ou
- le pourcentage « d'espace libre » est supérieur à 33 % de l'épaisseur totale de la tôle du serti ou le pourcentage de « compacité » est inférieur à 75 % dans la zone d'étanchéité primaire.
Description :
Un serti lâche présente normalement une ou plusieurs des caractéristiques suivantes : profil arrondi de serti (configuration courbée), une épaisseur de serti qui dépasse les normes admises par le fabricant de boîtes, une empreinte de serrage peu évidente ou inexistante et un taux de serrage peu élevé. Dans les cas les plus graves, le crochet de corps et le crochet de fond d'un serti coupé à l'aide d'une scie peuvent se détacher d'eux-même, ce qui indique la présence d'un serti lâche.
Causes courantes :
- Serrage insuffisant pendant la 1re passe.
- Serrage insuffisant pendant la 2e passe.
- Gorges de molettes de 1re et de 2e passe usées.
- Profil incorrect de la molette.
- Fond défectueux.
- Fond mal conçu.
- Ondulations présentes dans la couronne du serti ou l'ourlet.


Défaut : Absence de deuxième passe
Classification :
L'absence de deuxième passe est considérée comme un défaut sérieux de sertissage.
Description :
Seule la première passe a été complétée. Il faut retirer les boîtes de la sertisseuse pour vérifier la première passe, puis les jeter.



7.5.17 Défaut : Plis
Classification :
Un pli est considéré comme un défaut sérieux s'il se prolonge jusqu'à la base du serti.
Description :
Pli dans le crochet de fond qui peut être accompagné d'une petite projection en forme de V de la courbure du crochet, et le métal du pli peut être fissuré. Une fronce est un défaut intermédiaire entre une ride et un pli : le crochet de fond présente une déformation vers le bas qui peut être visible ou non de l'extérieur.
Causes courantes :
- Réglage trop lâche de l'accrocheuse ou des molette de première passe.
- Gorges de molette usées.
- Réglage trop serré des molettes de deuxième passe, ce qui aggrave le pli ou la fronce.
- Fond mal conçu.
- Ondulation résiduelle le long de l'ourlet.







7.5.18 Défaut : Fronce
Classification :
Une fronce est considérée comme étant un défaut sérieux s'il y a croisure insuffisante.
Description :
Une fronce est un défaut intermédiaire entre une ride et un pli : le crochet de fond présente une déformation vers le bas qui peut être visible ou non de l'extérieur.
Causes courantes :
- Réglage trop lâche de l'accrocheuse ou des molette de première passe.
- Gorges de molette usées.
- Réglage trop serré des molettes de deuxième passe, ce qui aggrave la condition.
- Fond mal conçu.
- Ondulation résiduelle le long de l'ourlet.




7.5.19 Défaut : Inclusion dans le serti
Classification :
Les inclusions dans le serti sont considérées comme des défauts sérieux de sertissage.
Description :
Corps étrangers ou produit dans le serti.
Causes courantes :
- Produit sur le bord à sertir.
- Déchets métalliques à la suite de l'enrayage d'une remplisseuse.
- Projections de soudure.



7.5.20 Défaut : Affaissement au montage
Classification :
L'évaluation juste d'un affaissement au montage se fait seulement au moyen d'une mise à nu du serti et de la détermination du degré de croisure réelle et du degré de serrage suivant les recommandations du fabricant de boîtes.
Tout affaissement au montage qui présente un degré de croisure réelle égal ou inférieur à 25 % est considéré comme un défaut sérieux de sertissage. Tout affaissement au montage qui présente un degré de croisure réelle compris entre 25 % et 50 % est considéré comme un défaut mineur de sertissage.
Lorsqu'un examen visuel est exécuté, un affaissement au montage est considéré comme étant un défaut sérieux de sertissage s'il s'étend sur plus de 20 % de la longueur du serti, ou sur plus de 1 cm (⅜") le long du serti, sou si le serti présente plus d'un affaissement. (La détermination du degré de croisure réelle suivant la méthode susmentionnée permet de confirmer la cote de gravité assignée.)
Description :
Projection arrondie du crochet de fond à la base du serti à la jonction avec l'agrafe. Léger, l'affaissement est considéré comme normal à cause du nombre d'épaisseurs de tôle formant l'agrafe. Un affaissement cesse cependant d'être acceptable s'il devient prononcé.
Causes courantes :
- Excès de soudure à l'extérieur de la pastille.
- Trop grande épaisseur de la pastille à l'endroit du serti (pastille épaisse).



7.5.21 Défaut : Patinage (Serti incomplet)
Classification :
Le patinage est considéré comme un défaut sérieux de sertissage en raison d'un serrage insuffisant.
Description :
Serti mal serré qui se produit lorsque le mandrin glisse sur la fermeture de la boîte. On constate que le serti est normal sur une partie du pourtour et qu'il est lâche (épais) sur l'autre partie. Ce défaut peut être accompagné d'une éraflure sur la courbure de la paroi de cuvette causée par le glissement du mandrin. Lorsque le patinage se produit pendant la première passe, des picots en V sont visibles sur le pourtour de la boîte; lorsqu'il se produit pendant la deuxième passe, le serti est inachevé.
- L'expression « glissage »
- S'applique aux sertisseuses rotatives.
- L'expression « patinage »
- S'applique aux sertisseuses statiques.
Ce défaut est parfois désigné par le terme « dérapage »
Défaut connexe : serti éraflé.
Causes courantes :
- Compression insuffisante.
- Mandrin (diamètre, conicité ou serrage) inadapté au fond.
- Mandrin usé.
- Réglage incorrect en hauteur du mandrin par rapport au plateau de compression.
- Grippage des molettes.
- Huile ou graisse sur le mandrin ou le plateau de compression.
- Jeu vertical de la tige du mandrin.
- Réglage incorrect du synchronisme.
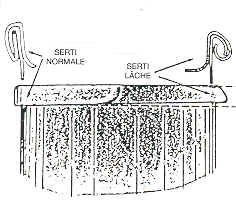



7.5.22 Défaut : Picot en V
Classification :
Les picots en V sont considérés comme un défaut sérieux de sertissage en raison de l'absence de croisure à l'endroit du picot.
Description :
Projection vive en forme de V du crochet de fond à la base du serti normal qui empêche qu'il y ait croisure normale.
Ce défaut est également désigné par les expressions « saillie », « dentelure » et « lèvre ».
Causes courantes :
- Produit (os) ou corps étrangers dans le serti.
- Roulé de première passe trop lâche.
- Gorge de la molette de première passe usée.



Il peut y avoir plus d'un défaut au même endroit, par exemple, ourlet endommagé et un picot en V sévère





7.6 Autres défauts de fabrication
7.6.1 Défaut : Marquage incorrect
Classification :
Un marquage incorrect est considéré comme un défaut sérieux lorsque :
- le métal est fissuré à l'endroit du marquage; ou
- toute partie du marquage est entrée en contact avec une zone critique comme l'anneau d'arrachage ou la ligne d'amincissement d'une fermeture de type facile à ouvrir.
Description :
Défaut qui comprend des inscriptions trop fortement marquées, illisibles, marquées au mauvais endroit ou qui se superposent. Des inscriptions trop fortement marquées peuvent endommager le revêtement, ce qui peut entraîner la corrosion et la perforation de la boîte, ou fissurer la tôle. Des inscriptions marquées au mauvais endroit qui gênent la languette d'arrachage ou qui se trouvent sur la ligne d'amincissement ou les lignes et anneaux de renfort risquent de fissurer la tôle.
Causes courantes :
- Inscription répétée par erreur.
- Pression excessive.
- Alignement incorrect des matrices.
- Alimentation incorrecte de la boîte de la fermeture dans le marqueur.





7.6.2 Défaut : Boîte trop remplie, flochage, bombage léger ou prononcé, boîte éclatée
Classification :
Ces anomalies doivent être considérées comme étant sérieuses à moins que les résultats d'essai démontrent le contraire.
Description :
Termes décrivant des boîtes dont les fonds sont déformés suivant divers degrés et en raison de plusieurs causes. Les boîtes doivent faire l'objet de vérifications portant sur la croissance microbienne, les réactions chimiques, notamment la production d'hydrogène, la corrosion interne et le poids.
Causes courantes :
- Boîte trop remplie ou vide interne insuffisant.
- Détérioration d'origine bactérienne, accompagné d'un dégagement gazeux, due à une stérilisation insuffisante.
- Détérioration d'origine bactérienne, accompagné d'un dégagement gazeux, due à une recontamination après la stérilisation.
- Dégagement gazeux d'origine bactérienne qui se produit entre le sertissage et la stérilisation.
- Formation d'hydrogène par réaction chimique entre le produit et la tôle.


7.6.3 Défaut : Aplatissement
Classification :
L'aplatissement est considéré comme un défaut sérieux d'apparence si le corps de la boîte est déformé de manière que le revêtement interne est fissuré ou le serti ou l'agrafe n'assure plus l'étanchéité de la boîte.
Description :
Déformation permanente du corps de boîte qui se produit surtout avec les boîtes de grandes dimensions. Elle se présente sous la forme de plats, de pans verticaux ou d'indentations visibles sur le corps de la boîte.
Causes courantes :
- Vide intérieur excessif.
- Pression extérieure excessive pendant la stérilisation.
- Pression excessive pendant le refroidissement.
- Épaisseur ou trempe inadéquate du métal.


7.6.4 Défaut : Becquet
Classification :
Le becquet est considéré comme un défaut sérieux d'apparence si la fermeture de la boîte est déformée de manière que la tôle ou le revêtement est fissuré(e) ou le serti n'assure plus l'étanchéité de la boîte.
Description :
Déformations permanentes sur la fermeture de la boîte en forme de pyramide situées près du serti. Elles sont causées par un écart excessif entre la pression à l'intérieur et à l'extérieur de la boîte. Des becquets très prononcés portent atteinte à l'étanchéité du serti.
Ce défaut est également désigné par les expressions « bec » et « fond déformé ».
Causes courantes :
- Vide intérieur insuffisant.
- Pression extérieure insuffisante pendant le refroidissement sous pression.
- Début de détérioration du contenu avant la stérilisation, ce qui entraîne une perte de vide.
- Épaisseur ou trempe inadéquate du métal.
- Boîte trop remplie.


7.7 Défauts de manutention
7.7.1 Défaut : Abrasion
Classification
L'abrasion est considérée comme un défaut sérieux de manutention lorsque le métal présente une épaisseur inférieure de 50 % à son épaisseur normale.
Description :
Usure mécanique de la tôle qui l'affaiblit au point de la rendre susceptible à la fissuration ou à la corrosion, ce qui peut ouvrir la voie à la perforation.
Causes courantes :
- Frottement des câbles d'alimentation ou de convoyeurs en métal sur les boîtes immobilisées vides ou remplies.
- Frottement des boîtes contre des objets fixes pointus, par exemple, pendant le chargement des boîtes dans des paniers d'autoclaves endommagés ou rouillés.




7.7.2 Défaut : Oxydation de l'agrafe
Classification
L'oxydation est considérée comme un défaut mineur de l'agrafe.
Description :
Dépôt blanchâtre ou présence de corrosion sur l'agrafe qui n'entraîne habituellement pas la formation de rouille.
Causes courantes :
- Alcalinité de l'eau de la chaudière à vapeur : pH compris entre 8,0 et 9,0.
- Manutention sur palettes dont le bois est « vert » ou humide.
- Milieu ambiant salin et/ou très humide.
- Entreposage de longue durée dans des conditions défavorables.


7.7.3 Défaut : Corrosion
Classification
La corrosion est considérée comme un défaut sérieux lorsque :
- la corrosion cause des piqûres; ou
- la corrosion attaque toute zone critique du contenant, comme la ligne d'amincissement.
Description :
Dégradation superficielle de la tôle de l'intérieure ou de l'extérieure, qui résulte d'une réaction chimique pouvant mener à la perforation du métal. La corrosion la plus fréquente est la rouille sur les surfaces extérieures, causée par l'humidité.
(Se reporter également à l'article 7.2.2, manques de revêtement.)
Causes courantes :
- Présence d'eau sur les boîtes stérilisées résultant d'une période de refroidissement trop longue ou d'une durée d'égouttage des boîtes trop courte.
- Réglage incorrect de la température et de l'humidité dans les entrepôts.
- Boîtes non protégées contre les intempéries pendant le transport ou l'entreposage.


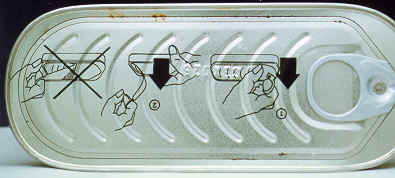





7.7.4 Défaut : Écrasement
Classification
L'écrasement est considéré comme un défaut sérieux de contenant.
Description :
Déformation sérieuse d'une boîte.
Causes courantes :
- Alimentation incorrecte de la boîte remplie à l'entrée des convoyeurs.
- Dommages se produisant pendant le transport.




7.7.5 Défaut : Serti déchiré
Classification
Un serti déchiré est considéré comme un défaut sérieux de sertissage.
Description :
Portion extérieure du serti déchirée ou coupée, au point de mettre à nu l'intérieur du serti et compromettre son étanchéité.
Les expressions « serti coupé » et « brûlure de câble » constituent d'autres appellations de ce défaut.
Ce défaut est également désigné parfois par l'expression « serti fissuré à la base » (voir l'article 7.5.7).
Causes courantes :
- Boîtes entrant en contact avec des cordons de soudure ou des arêtes vives en métal pendant le déplacement par convoyeurs.
- Manutention incorrecte des boîtes avant ou après la stérilisation.
- Frottement des câbles d'alimentation sur les boîtes immobilisées.



7.7.6 Défaut : Ligne d'amincissement/languette d'arrachage endommagée
Classification
Une ligne d'amincissement ou une languette d'arrachage endommagée est considérée comme un défaut sérieux de manutention des boîtes lorsque:
- la ligne d'amincissement est fracturée à l'endroit de la languette; ou
- le rivet est fracturé; ou
- il y a des signes clairs de perte de l'étanchéité coulage du contenu.
Description :
Languette d'arrachage qui est tordue ou déformée par rapport à l'horizontale ou au plan parallèle du fond. La ligne d'amincissement peut être perforée par la pointe de la languette, ce qui peut entraîner le coulage du contenu. Le rivet de la languette peut être fracturé.
Causes courantes :
- Fonds défectueux.
- Avarie.
- Marquage sur la ligne d'amincissement ou près de celle-ci.
- Ligne d'amincissement faible en raison de rouille extérieure (fonds en fer blanc ou fer chromé).
- Ligne d'amincissement faible en raison de corrosion.
- Languette d'arrachage défectueuse ou endommagée (ligne d'amincissement perforée par la pointe de la languette).
- Ligne d'amincissement trop profonde.
- Défauts de mise en conserve, comme un remplissage excessif ou un réglage incorrect de la sertisseuse.

7.7.7 Défaut : Revêtement égratigné
Classification
Un revêtement égratigné est considéré comme un défaut sérieux de manutention si le métal est incisé et le produit emballé est corrosif.
Un revêtement égratigné est considéré comme un défaut mineur de manutention lorsque l'exposition du métal n'ouvre pas la voie à la rouille ou à la corrosion.
Description :
Défaut visible sur la surface vernie, a l'intérieur ou l'extérieur du fond ou du corps de la boîte, qui expose le métal, comme des égratignures, éraflures ou traces de frottement. Quoique généralement superficiel, ce défaut ouvre néanmoins la voie à la corrosion (voir l'article 7.7.3).
Une fracture de la tôle est évidemment synonyme de perte d'étanchéité, mais une fracture du revêtement n'entraîne pas nécessairement une réaction du métal avec le produit ni une perte d'étanchéité. Lorsque le métal est étamé puis recouvert d'un revêtement organique, la protection est double. Si le produit est très agressif envers le fer-blanc, le revêtement organique devient donc très important. Si le produit ne s'attaque pas au fer-blanc, alors la perte de revêtement organique n'importe pas, surtout s'il n'y a pas de réduction de la durée d'utilisation prévue du produit.
Causes courantes :
- Manutention incorrecte de la tôle vernie qui sert à la fabrication des corps ou des fonds de boîtes.
- Manutention incorrecte des corps ou des fonds de boîtes après la fabrication, par exemple pendant l'expédition, l'entreposage, la stérilisation et toute manutention ultérieure.


7.7.8 Défaut : Ourlet/bord à sertir endommagé
Classification
Un ourlet endommagé est considéré comme étant un défaut sérieux de manutention lorsque l'ourlet gêne la formation du serti.
Un bord à sertir endommagé est considéré comme un défaut sérieux de manutention lorsque la déformation excède 0,8 mm (1/32") du niveau normal du bord à sertir, ou est suffisamment importante pour rendre un serti défectueux.
Description :
Ourlet ou bord à sertir endommagé, tordu ou déformé susceptible d'entraîner l'enrayage de l'alimentation ou la formation d'un serti défectueux.
Causes courantes :
- Manutention incorrecte des fonds ou des corps de boîtes pendant la fabrication, l'expédition, l'entreposage ou les opérations de mise en conserve.
- Endommagement pendant la fabrication des fonds ou des corps.
- Éraflure d'emboutissage ou déformation de la tôle.








7.7.9 Défaut : Bosselure
Classification
Une bosselure est considérée comme un défaut sérieux de manutention si le corps ou le fond de la boîte présente une forte déformation de manière que :
- les contenants ont gonflé à une ou aux deux extrémités, sauf les contenants sous pression; ou
- la déformation du corps a exercé sur le serti une traction telle que la distorsion du serti excède la normale maximale de profondeur de cuvette pour un format donné. Il en résulte des dimensions de serti en dehors des normes publiées par le fabricant; ou
- la tôle est fracturée, ou la fracture du revêtement a mis à nu le métal qui peut réagir avec le produit corrosif; ou
- le contenant montre des signes de fuite du contenu.
Description :
Enfoncement de la boîte soumise à un coup violent ou forte contrainte, entraînant soit une réduction importante de sa contenance, soit la déformation permanente du fond ou du corps, du serti ou de l'agrafe. Il peut en résulter des fissures du vernis à l'intérieur de la boîte qui ouvre la voie à la corrosion. Les bosselures peuvent également déformer le serti ou l'agrafe de sorte qu'une perte de vide peut se produire.
Causes courantes :
- Manutention incorrecte des boîtes vides ou remplies pendant le transport par convoyeurs, l'étiquetage ou la préparation du produit aux fins de commercialisation.




La limite supérieure de déformation mineure du corps qui n'implique pas le serti.



Limite inférieure d'une bosselure sérieuse du corps. La déformation est profonde et forme un angle aigu; le serti se retrouve en dessous du niveau normal de la profondeur de la cuvette.


La limite supérieure de déformation mineure du corps qui implique le serti.


Limite supérieure de bosselure mineure du corps. La déformation est profonde et forme un angle aigu, de sorte qu'il faut examiner le revêtement intérieur et s'assurer qu'il n'y a pas de fracture permettant à un produit corrosif de réagir avec le contenant. Aussi, il faut s'assurer que le serti n'est pas déformé au point d'être hors normes quant aux mesures recommandées par le fabricant.
7.7.10 Défaut : Coup sur le serti
Classification
Une coup sur le serti est considérée comme un défaut sérieux lorsque :
- le coup est important (en V), et entraîne le rejet à l'essai d'étanchéité, pression, vide ou au colorant; ou
- les contenants ont gonflé à une ou aux deux extrémités à la suite de l'impact sur le serti; ou
- le contenant montre des signes de fuite du contenu.
Description :
Déformation du serti (bord de la boîte) causée par un choc violent ou une forte compression. Cette déformation peut affecter l'étanchéité du serti, ouvrant ainsi la voie à une re-contamination.
Causes courantes :
- Manutention incorrecte de la boîte après la fermeture, avant ou après la stérilisation, c'est-à-dire pendant l'étiquetage, l'expédition ou l'entreposage.


7.7.11 Défaut : Contamination par des corps étrangers
Classification
La contamination par des corps étrangers à l'intérieur de la boîte est considérée comme un défaut sérieux.
Description :
Toute quantité observable d'huile, de graisse, de colle ou de saleté sur la surface intérieure des fonds ou des corps de boîtes.
Causes courantes :
- Égouttures de graisse ou d'huile d'appareils.
- Excès de matériau déposé pendant la fabrication.
- Contamination pendant l'entreposage ou la manutention des boîtes vides ou des fermetures.

7.7.12 Défaut : Perforation
Classification
Une perforation est considérée comme un défaut sérieux de contenant.
Description :
Avarie que fait un objet pointu lorsqu'il traverse le métal du corps ou des fonds de la boîte, entraînant ainsi la perte de l'étanchéité.
Causes courantes :
- Choc contre des coins pointus.
- Pénétration par des objets pointus, comme les agrafes.
- Coupures ou entailles par l'action d'un couteau ou d'une lame.
- Pénétration causée par la fourche du chariot élévateur.


7.7.13 Défaut : Griffage
Classification
Le griffage du fond ou du corps d'une boîte est considéré comme un défaut sérieux de manutention.
Description :
Déformation linéaire prononcée de la tôle, entaillant celle-ci ou compromettant sa résistance à la corrosion ou aux contraintes extérieures.
Causes courantes :
- Égratignure profonde, intérieure ou extérieure.


8.0 Glossaire (français-anglais)
- A topics
- B topics
- C topics
- D topics
- E topics
- F topics
- G topics
- H topics
- I topics
- J topics
- K topics
- L topics
- M topics
- N topics
- O topics
- P topics
- Q topics
- R topics
- S topics
- T topics
- U topics
- V topics
- W topics
- X topics
- Y topics
- Z topics
Lettre A
| Français | Anglais |
|---|---|
| Abrasion | Abrasion |
| Abrasion, trace d' | Scuffing |
| Accrochage | Clinching |
| Acier étamé | Tinplate |
| Acier sans étain | Tin free steel (TFS) |
| Affaissement | Droop |
| Affaissement au montage du crochet de fond | Droop |
| Affaissement coupé | Split droop |
| Affaissement déchiré | Torn droop |
| Affaissement fissuré | Split droop |
| Affaissement sectionné | Torn droop |
| Agrafage | Sideseam formation |
| Agrafe (latérale) | Sideseam |
| Agrafe, oxydation de l' | Chalky sideseam |
| Agrafe, plis de l' | Sideseam fold |
| Agrafe contresoudie | Soldered sideseam |
| Agrafe électro-soudée | Welded sideseam |
| Agrafe oxydée | Chalky sideseam |
| Agrafe soudée à l'étain | Soldered sideseam |
| Agrafe soudée électriquement | Welded sideseam |
| Amincissement, ligne d' | Scoreline |
| Amortisseur, ressort | Cushion spring |
| Angle, hors d' | Out-of-square |
| Anneau | FPEO pull tab, pull tab |
| Anneaux de renfort | Reinforcement rings |
| Anomalie | Defect, anomaly, flaw |
| Aplatissement (cylindre) | Panelling (body) |
| Application accidentelle de revêtement sur les bords à souder | Off-register body blank coating |
| Arbre port-mandrin | Chuck spindle |
| Arête coupant | Cuttine edge |
| Arête de corps | Side bead, abuse bead, stack bead, body bead |
| Arête de corps incomplète | Incomplete abuse bead |
| Arête de coupe | Cutting edge |
| Arête de fond | Bottom bead |
| Arêtes de renfort | Reinforcement ridges |
| Arête vive | Cut-over |
| Auréoles (de vernis) | Eyeholing |
Lettre B
| Français | Anglais |
|---|---|
| Bavure | Burr, wire edge |
| Bavure | Burr, wire edge |
| Bec | Buckle (end) |
| Becquet | Buckle (end) |
| Bobine | Coil |
| Boîte | Can |
| Boîte, corps de la | Can body |
| Boîte, cylindre de | Can body |
| Boîte deux pièces | Can, two-piece |
| Boîte trois pièces | Can, three-piece |
| Boîte à rétreint | Necked-in can |
| Boîte à conserve | Sanitary can |
| Boîte avec becs | Buckled or peaked can |
| Boîte avec becquets | Buckled or peaked can |
| Boîte becquée | Buckled or peaked can |
| Boîte bombée | Swell |
| Boîte-conserve | Sanitary can |
| Boîte de conserve | Can |
| Boîte éclatée | Blown can |
| Boîte emboutie | Drawn can |
| Boîte floche | Flipper |
| Boîte métallique | Metal Can |
| Boîte non-vernie | Plain can |
| Boîte nue | Plain can |
| Boîte trop remplie | Overfill |
| Bombage | Swelling |
| Bombage léger | Springer |
| Bombage mou | Springer |
| Bombée (fortement) | Blown can |
| Bord à sertir | Flange |
| Bord à sertir incomplet | Clipped flange |
| Bord à sertir déchiré | Cut down flange |
| Bord à sertir ondulé | Wrinkled flange |
| Bord champignonné | Mushroomed flange |
| Bord coupant | Cutting edge |
| Bord rabattu | Knocked down flange |
| Bord tombé | Body flange |
| Bordage | Flanging |
| Bordure non-émaillée de l'agrafe | Sideseam enamel margin |
| Bosselure | Dent |
| Bourrelet | Feather |
| Bout du fabricant ou manufacturier | Manufacturer's end |
| Buse (d'injection) | Nozzle |
Lettre C
| Français | Anglais |
|---|---|
| Cadran | Dial |
| Calage du crochet de corps | Body hook butting |
| Cannelures | Ridge, wrinkles |
| Cannelures de renfort | Reinforcement ridges |
| Chevauchement | Overlap |
| Choc | Dent |
| Choc sur un bord | Rim dent |
| Chocs | Indents |
| Chocs, trace de | Indent marks, indenting |
| Cisaille en équerre | Slitter |
| Clé, languette de | Key tab |
| Clincheur | Clincher |
| Clinchage | Clinching |
| Colorant, essai au | Dye testing |
| Conserve, boîte à | Sanitary can |
| Contamination par des corps étrangers | Foreign contamination |
| Contre-serti | Countersink |
| Corp non-vernie | Plain can |
| Corps | Body |
| Corps, arête de | Side bead, abuse bead, stack bead, body bead |
| Corps, crochet de | Body hook |
| Corps, double | Double body |
| Corps, paroi du | Body wall |
| Corps à facettes | Fluted body |
| Corps au fond incisé | Scored (can or end) |
| Corps cannelé | Fluted body |
| Corps de boîte | Can body |
| Corps désaffleuré | Cocked body |
| Corps mal aligné | Cocked Body |
| Corps strié | Fluted body |
| Corrosion | Corrosion |
| Corrosion par sels acide | Acid salts corrosion |
| Coup | Dent |
| Coup sur le serti | Doubleseam dent |
| Coupe | Section |
| Coupe transversale | Cross-section |
| Couronne à sertir | Seaming panel |
| Couronne du serti | Seaming panel |
| Couvercle | Cover, loose end |
| Couvercle à décollage | FPEO pull tab end, FPEO key-open end, key-open end |
| Crochet de corps | Body hook |
| Crochet du fond ou du couvercle | Cover hook or end hook |
| Croisure | Overlap |
| Croisure, degré de | Body hook butting |
| Croisure observée | Optical overlap |
| Croisure réelle | Optical overlap |
| Croisure théorique | Theoretical overlap |
| Cuvette | Countersink |
| Cuvette, paroi de | Chuck wall |
| Cuvette, profondeur de | Countersink depth |
| Cuvette, rayon de | Countersink radius |
| Cuvette, rayon de paroi de | Chuck wall radius |
| Cuvette de fond | Countersink |
| Cylindre | Can body |
| Cylindre de boîte | Can body |
Lettre D
| Français | Anglais |
|---|---|
| Décalé | Off-register |
| Décapant | Flux |
| Décentré | Offset |
| Décentré (en mécanique) | Offset |
| Décollement de l'émail | Enamel peeling |
| Décollement de vernis | Enamel peeling |
| Décorticage du serti | Stripping, Tear down (double seam) |
| Défaut | Flaw, defect, anomaly |
| Défaut d'émaillage | Enamel flaw |
| Défaut de vernis | Enamel flaw |
| Degré de croisure | Body hook butting |
| Dentelure | Spur |
| Dérapage | Incomplete doubleseam, deadhead, skidder, spinner |
| Désaffleurés, rebords | High ends |
| Détourer | Trimming |
| Détoureuse | Trimmer, trim press |
| Deuxième passe | Second operation |
| Double corps | Double body |
| Double fond | Double end |
Lettre E
| Français | Anglais |
|---|---|
| Ébarber | Trimming |
| Ébarbeuse | Trim press, trimmer |
| Écaillage | Flaking |
| Écart entre épaisseur de serti et les cinq épaisseur de métal | Free space |
| Échancrage | Notch (clip), notching |
| Échancrage défectueux | Mis-notch |
| Éclatement | Blown can |
| Écrasement | Crushing |
| Égratignures | Scratches |
| Éjecteur | Knockout |
| Élastique, joint | Compound, sealing compound, sealant, compound lining |
| Émaillage, défaut d' | Enamel flaw |
| Emballage sous vide | Vacuum packing |
| Emboutissage | Drawing |
| Emboutissage, éraflures d' | Scrap-in-die marks |
| Empreinte de reformage distendue | Distorted reform ridge |
| Empreinte de serrage | Pressure ridge |
| Empreintes | Ridges |
| Encochage | Notching |
| Encoche | Notch |
| Encoche hors normes | Mis-notch |
| Épaisseur d'étanchéité | Seam gap |
| Épaisseur du métal | Gauge |
| Épaisseur du serti | Seam thickness |
| Éraflé | Scuffed |
| Éraflures d'emboutissage | Scrap-in-die marks |
| Erreur de repérage | Index fault |
| Espace libre | Free space |
| Espaces | Voids |
| Essai au colorant | Dye testing |
| Éstampage défectueux | Misembossing |
| Éstampage du code | Embossing |
| Étanchéité | Hermiticity |
| Étanchéité, épaisseur d' | Seam gap |
| Étirage | Redrawing |
| Évents | Vents |
| Excès de remplissage | Overfills |
| Extrémités (flans) | Edges |
Lettre F
| Français | Anglais |
|---|---|
| Faux équerrage | Out-of-square |
| Faux serti | False seam |
| Fer-blanc | Tinplate |
| Fer-blanc nu | Plain tinplate |
| Fer chromé | Tin free steel (TFS) |
| Fermeture | Canner's end |
| Fermeture à ouverture facile de type à décollage | FPEO key-open end |
| Fermetures des boîtes | Can ends |
| Feuille de tôle | Metal plate |
| Filoche | Wire edge |
| Fissure | Fracture, crack |
| Flambement | Buckle (body) |
| Flan | Body blank |
| Flan inversé | Body blank inverted |
| Flan retourné face pour face | Body blank inverted |
| Flochage, flocheuses | Flipper, flippers |
| Fond, profile du | Bottom profile |
| Fond à anneau | FPEO pull tab end |
| Fond à ouverture facile | FPEO end |
| Fond anneau | Pull tab end |
| Fond de fabrication | Bottom end, manufacturer's end |
| Fond du conserveur | Cover, loose end, top end |
| Fond écrasé | Knocked down end |
| Fond endommagé | Knocked down end |
| Fond fermeture | Canner's end |
| Fond intégré | Integral end |
| Fond lâche | Loose end |
| Fonds | Ends |
| Fonds de boîte, pour boîte | Can ends, cover |
| Fracture du sommet du serti | Cut-over, open cut-over |
| Fronce | Pucker |
| Fuite | Leakage |
Lettre G
| Français | Anglais |
|---|---|
| Glissage | Incomplete doubleseam, spinner, deadhead, skidder |
| Gorge de molette | Roll groove |
| Gradins | Panel steps |
| Griffage | Scored (can or end) |
Lettre H
| Français | Anglais |
|---|---|
| Hauteur du serti | Seam height, width |
| Hors d'angle | Out-of-square |
Lettre I
| Français | Anglais |
|---|---|
| Indentations | Indents, indent marks |
| Injections, buse d' | Nozzle |
| Interstices | Voids |
| Inversion | Coating, inside out |
Lettre J
| Français | Anglais |
|---|---|
| Jauge | Gauge |
| Jeu en sommet de crochet de corps | Seam gap |
| Joint | Compound, sealing compound, sealant, compound lining |
| Joint, manques de | Compound skips |
| Joint, projections de | Compound smears |
| Joint d'étanchéité | Compound, sealing compound, sealant, compound lining |
| Joint élastique | Compound, sealing compound, sealant, compound lining |
| Joint en caoutchouc | Compound, sealing compound, sealant, compound lining |
| Jointage | Compound lining |
| Jonc anti-choc | Abuse bead |
| Jonc anti-choc incomplet | Incomplete abuse bead |
| Jonc d'empilage | Stack bead |
| Jonc du fond | Bottom bead |
Lettre L
| Français | Anglais |
|---|---|
| Laminé | Ironed out |
| Laminoirs | Rolling mills |
| Languette d'arrachage | Pull tab |
| Languette de clé | Key tab, tongue |
| Languette pour clé | Key tab, tongue |
| Largeur (serti) | Width, height |
| Lèvre | Lip |
| Lèvre (du mandrin) | Lip (chuck) |
| Ligne d'amincissement | Scoreline |
| Lingots | Ingots |
| Longueur (crochets) | Length (cover hook and body hook) |
| Longuer (des crochets) de fond ou de corp | Length (cover hook and body hook) |
| Loupe à serti | Seam scope |
Lettre M
| Français | Anglais |
|---|---|
| Macarons (fermetures) | End panels |
| Machine à former les corps | Bodymaker |
| Machine à former les cylindres | Bodymaker |
| Machine à moulurer et border | Beader-flanger |
| Machine à moulureuse | Beading machine |
| Machine à ourler | Curling machine, curler |
| Mal agrafé | Mis-locked (sideseam) |
| Mandrin (de sertissage) | Chuck (seaming) |
| Mandrin, lèvre du | Chuck lip |
| Manque de joint | Compound skips |
| Manques de vernis | Coating skips |
| Manutention | Handling |
| Marquage en creux | Indenting, indented marking (code) |
| Marquage en relief | Embossing, embossed marking (code) |
| Marquage incorrect | Misembossing |
| Marques de déchet dans l'outil | Scrap-in-die marks |
| Métal de base | Metal plate |
| Métal fissuré | Cracked plate |
| Micromètre à serti | Seam micrometer |
| Mise à nu (du serti) | Tear down, stripping (seam) |
| Molette (de sertissage) | Seaming roll |
| Molette, gorge de | Roll groove |
| Montage | Cross-over, sideseam |
| Montage soudée électriquement | Welded sideseam |
| Moulurage | Beading |
| Moulure | Bead |
| Moulure du corps | Body bead |
| Moulurer, machine à | Beading machine |
| Moulureuse | Beader |
| Moulureuse, machine à | Beading machine |
| Moulureuse-bordeuse | Beader-flanger |
Lettre O
| Français | Anglais |
|---|---|
| Offset (en imprimerie) | Offset |
| Ondulé | Wrinkled |
| Ondulations (du crochet de fond) | Wrinkles |
| Organiques, revêtements | Organic coatings |
| Ourlet | Curl, cover curl |
| Ourlet de fond | Cover curl |
| Ourlet écrasé | Knocked down curl |
| Ourlet endommagé | Knocked down curl |
| Ourlet incomplet | Incomplete curl, clipped curl |
| Ourleuse | Curler, curling machine |
| Ouverture à décollage | Key-open end |
| Ouverture à languette d'arrachage | Pull tab end |
Lettre P
| Français | Anglais |
|---|---|
| Paroi de la cuvette | Countersink wall |
| Paroi de lèvre du mandrin | Chuck wall |
| Paroi du corps | Body wall |
| Passe, deuxième | Second operation |
| Passe, première | First operation |
| Pastille | Lap |
| Pastille ouverte | Open lap |
| Patinage | Incomplete doubleseam, spinner, skidder, deadhead |
| Pelage | Peeling |
| Pelage de l'émail | Enamel peeling |
| Perforation | Perforation, hole, puncture |
| Picot | Lip |
| Picots (en « V ») | Vee's |
| Pinces à main | Pliers |
| Placement de joint | Compound placement |
| Plateau de compression | Base plate, lifter plate |
| Pli (de l'agrafe, d'agrafe) | Sideseam fold |
| Plis | Pleats, folds |
| Plumage | Feather |
| Presse à détourer | Trim press, trimmer |
| Presse à matrice | Die press |
| Profil du fond | Bottom profile, end profile |
| Profil du fond de boîte | Bottom profile |
| Profil du serti | Seam profile |
| Profondeur de la cuvette | Countersink depth |
| Projecteur à serti | Seam projector |
| Projections de joint | Compound smears |
| Projections de soudure | Solder pellets, solder splashes |
Lettre R
| Français | Anglais |
|---|---|
| Rayon de cuvette | Countersink radius |
| Rayon du crochet de la languette | Tab or tongue hook radius |
| Rayures | Scratches, scores |
| Rebords désaffleurés | High ends |
| Rechampi | Sideseam stripe |
| Rechampissage du montage | Sideseam stripe |
| Réemboutissage | Redrawing |
| Refendage | Slitting |
| Refus de vernis | Eyeholing |
| Repérage, erreur de | Index fault |
| Replis | Pleats |
| Reserve d'agrafe | Margin (sideseam) |
| Reserve de vernis | Enamel margin |
| Reserve de vernis pour le montage | Sideseam enamel margin |
| Ressort amortisseur | Cushion spring |
| Rétrécissement | Necked-in can |
| Rétreint, boîte avec | Necked-in can |
| Révélateur | Developer |
| Revêtement | Coating |
| Revêtement, manques du | Coating skips |
| Revêtements organiques | Organic coatings |
| Rides | Wrinkles |
| Rivet | Rivet |
| Rouille | Rust |
| Rouleau | Roll |
Lettre S
| Français | Anglais |
|---|---|
| Saillie | Lip, pin lip |
| Saut au montage | Jumped seam |
| Saut aux surépaisseurs | Jumped seam |
| Saut de molette | Jumped seam |
| Saut de molette au montage | Jumped seam |
| Scie à sertis | Seam saw |
| Seconde passe | Second operation |
| Serrage (serti) | Tightness (seam) |
| Serrage, empreinte de | Pressure ridge |
| Serrage, manque de | Looseness |
| Serrage, taux de | Tightness rating |
| Serrage, zone de | Pressure area |
| Serti | Seam, double seam |
| Serti, décorticage du | Stripping, tear down (double seam) |
| Serti, épaisseur du | Seam thickness |
| Serti, faux | False seam |
| Serti, loupe à | Seam scope |
| Serti, projecteur à | Seam projector |
| Serti coupant | Sharp seam, cut-over |
| Serti coupé | Cut seam |
| Serti déchiré | Cut seam, torn seam |
| Serti déformé | Pulled seam |
| Serti entamé | Rim dent |
| Serti fissuré | Open cut-over |
| Serti fissuré (à la base) | Fractured seam |
| Serti incomplet | Incomplete double seam, deadhead, spinner, skidder |
| Serti lâche | Loose seam |
| Sertissage | Double seam formation, doubleseaming |
| Sertissage, mandrin de | Seaming chuck |
| Sertissage, tête de | Seaming head |
| Sertissage, station de | Seaming head |
| Sertissage sous vide | Vacuum closure |
| Sertisseuse | Double seamer, closing machine |
| Sertisseuse à boîtes tournantes | Closing machine (can revolve) |
| Soudage à plomb | Soldering |
| Soudage imparfait | Cold solder |
| Soudure, projections de | Solder splashes, solder pellets |
| Soudure à l'étain | Soldering |
| Soudure à plomb | Solder |
| Soudure brûlée | Burned weld |
| Soudure électrique | Welding |
| Soudure électrique ouverte | Open weld |
| Soudure froide | Cold solder |
| Soudure ouverte | Open weld |
| Surépaisseurs | Cross-over |
Lettre T
| Français | Anglais |
|---|---|
| Taux de serrage | Tightness rating |
| Tête de sertissage, hauteur de | Pin height |
| Tige du mandrin | Chuck spindle |
| Trace d'abrasion | Scuffing |
| Trace de chocs | Indent marks, indenting |
| Tôle, feuille de | Metal plate |
| Tôle feuilletée | Laminated plate |
| Tôle fissurée | Cracked plate |
| Tôle laminée | Laminated plate |
| Transversale, coupe | Cross-section |
| Travers de vernis | Off-register body blank coating |
| Trempe | Temper |
| Trou d'épingle | Pinhole |
| Trous | Perforations |
Lettre V
| Français | Anglais |
|---|---|
| « V » | Vee |
| « V », picot en | Vee |
| Vide, conditionnement sous | Vacuum packing |
| Vides | Voids |
| Vernis | Enamel, coating |
Lettre Z
| Français | Anglais |
|---|---|
| Zone de jonction du montage et du serti | Cross-over |
| Zone de serrage | Pressure area |