
On this page
- 1.0 Introduction
- 2.0 Can terminology
- 3.0 Can construction and integrity factor
- 4.0 Can examination and assessment process
- 5.0 Severity classification
- 6.0 Alphabetical index
- 7.0 Defect categories
- 8.0 Glossary (English-French)
1.0 Introduction
Can integrity - the ability of the can to deliver safe wholesome food to the consumer - may be compromised by a wide variety of defects. These defects may arise throughout the various stages of can manufacture, filling, closing, processing, and handling before the can reaches the consumer. The defect types are arranged into 7 different sections to reflect the stage in which the defect is likely to originate.
This document:
- provides a base for assessment of container integrity using specific criteria;
- assists in communicating the specific defect conditions which may be found using standardized terminology; and
- provides a severity classification of the various defect types using standard criteria.
The visual examination of commercially sterile low-acid and acidified low-acid foods packed in hermetically sealed containers is used to help assess compliance.
A dye test can be used to detect container integrity defects that result in leakage on any area of a container, including the scoreline, pull tab and/or double seam. Refer to The Compendium of analytical methods, Volume 2 (MFHPB-05: Method for the determination of micro-leaks in hermetically sealed metal and glass container, May 2003) for instructions on how to conduct a dye test.
2.0 Can terminology
Any discussion or description of can defects requires standard terminology relating to the can components (end, body, double seam). The terminology required to describe these components varies with style of construction thus, only the main construction types are discussed in this section.
2.1 Three piece can bodies - soldered side seam
- Body
- May vary in shape, body beads may be present, and is constructed of electrolytic tinplate (ETP).
- Body bead
- Ridges or rib-like indentations on the can body located singly or in clusters on the general body area to provide resistance to lateral abuse (denting).
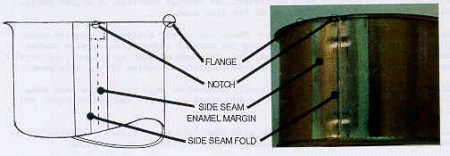
- Flange
- The outward flared edge of the can body that becomes the body hook of the double seam.
- Lap
- The short length of the side seam adjacent to each end where the side seam is reduced to 2 overlapping layers of metal plate bonded by solder.
- Notch
- The small cut-away portion of the body blank in the lap area which will reduce the amount of material in the area where a double seam will be formed.
- Side seam
- The joint connecting 2 edges of the body blank (a piece of metal plate cut to individual can size). Along most of its length this joint consists of 4 tightly interlocked and soldered layers of metal plate (side seam fold). For a short distance adjacent to each end (lap areas) the side seam is only 2 layers thick.
- Side seam enamel margin (inside)
- These are narrow strips of uncoated metal plate along the inside edges of an inside coated body blank that will form the side seam. The margins must be present, as organic coatings in either margin will preclude complete soldering of the side seam.
- Side seam enamel margin (outside)
- These are narrow strips of uncoated metal plate (approximately 1 cm wide) along the outside edges of an outside coated body blank that will form the side seam. The margins must be present, as organic coatings in either margin will preclude complete soldering of the side seam.
- Side seam indent
- A small dent usually located at each end of the side seam fold. It strengthens the side seam, minimizes side seam bow and controls the cylinder length at the side seam.
- Side seam vent
- An opening in the side seam fold which allows the gases formed during soldering to escape and permits solder to flow into the folds.


2.2 Three piece can bodies - welded side seam
- Body
- Similar to soldered three piece cans, welded can bodies may vary in shape, body beads may be present and they are constructed of either electrolytic tinplate (ETP) or tin free steel (TFS).
- Side seam
- The lap joint formed when connecting the 2 edges of the body blank. The 2 edges overlap by approximately 0.5 mm. After welding, the thickness of the welded seam is approximately 1.2 times the thickness of the body plate.


2.3 Two piece can bodies
- Body
- Similar to three piece cans, the body may vary in shape and material used. The body consists of an integral end and a body wall formed from a single piece of metal plate and the top edge of the wall has a flange.
- Body bead
- A side bead (alternate terms: stack, abuse, or chime bead) may be present near the bottom of the body wall to provide resistance to lateral abuse (denting), assistance in stacking and the same mobility (rolling) characteristic as a double seam provides to a three piece can. Other beads may also be present to provide lateral abuse resistance.
- Bottom profile
- This term describes the contoured shape of the cross section of an integral end.
- Countersink
- This may or may not be present on integral end. Primarily used to provide strength to the integral end.
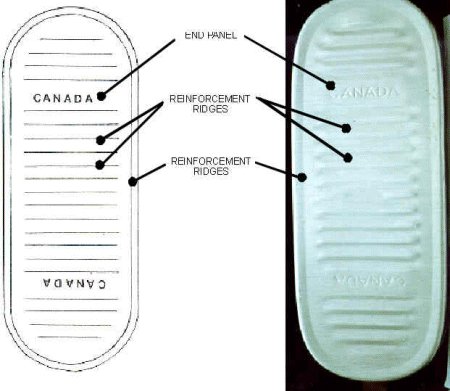
- Panels
- Raised or depressed surfaces of the integral end which provide strength or alter the container capacity. Step panels are the angular surfaces joining other panels (centre, first, second, outer, middle, etc. - see Fig. 2.3.a.)
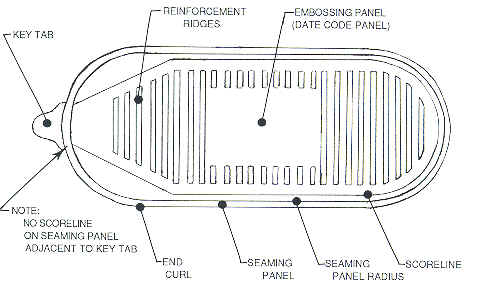
- Reinforcement features
- A series of rings, ridges or parallel lines pressed into the metal of any part of the can body or integral end. These features provide the metal with additional strength to withstand the stresses of retorting and handling.



2.4 Can ends - conventional
- Canner's end
- Alternate terms: cover, lid, top, packer's end, code end, customer end. This is the end applied to the filled can by the canner. Its material and shape may vary and it may have panels and beads.
- Curl
- The extreme edge of the can end which is turned inward when the double seam is formed to become the end hook.
- Coding
- Lettering, numbering or designs that are permanently stamped on either end, either raised (embossed) or in relief (indented). Embossing may be done by the manufacturer of the ends or by the canner just prior to applying the end to the filled can (code marking). Code markings applied by the canner indicate date code and other canning information. Indelible printing, or any other type of permanent marking, may also be used in place of embossing or indenting for coding of cans.
- Manufacturer's end
- Alternate terms: plant end, factory end, maker's end, bottom. This is the end applied by the can manufacturer of three piece cans.
- Sealing compound
- Alternate terms: gasket compound
A sealing material consisting of a water or solvent dispersion of rubber placed in the curl of the can end. The sealing compound's function is to effect a hermetic seal by filling the voids left after mechanical formation of the double seam. Its primary functions are to: a) fill the void at the end of the body hook (prime sealing area Fig. 2.7.a); b) fill the end hook wrinkles; and c) prevent any seam areas having solely metal to metal contact.
2.5 Can ends - full panel easy open - key-open
The key-open style of full panel easy open (FPEO) ends may vary in material, shape, and may have reinforcement features similar to two piece bodies. A key is inserted onto the key tab and rotated, rolling up the tab, tearing the metal along the scoreline, and rolling the end from the can.
- Key tab
- That portion of the can end projecting from the double seam.
- Scoreline
- A single or double line which follows the perimeter of the end. The metal thickness at the scoreline is less than the rest of the end so that during key opening the metal tears along the scoreline enabling the can to be opened without the use of other tools.
- Tab hook radius
- Alternate term: tonguehook radius
That part of the key tab area formed by the tab acting as an end hook (tucked into double seam).

2.6 Can ends - full panel easy open - pull tab
The pull tab style of full panel easy open (FPEO) ends may vary in material and shape, and may have reinforcement features similar to two piece bodies. By lifting and pulling back on the pull tab, the scoreline is broken. By continuing to pull, the scoreline tears along its length.
- Pull tab
- A ring-shaped feature attached to the end panel by the rivet. The pull tab may be constructed of different material than the end.
- Rivet
- A small projection formed from the end panel to which the pull tab is attached.



2.7 Double seams
The double seam is the joint formed between the body and the end by the mechanical interlocking and compression of the can flange and the end curl. For heat-treated food in sanitary cans this seam must be hermetic: that is, it must be impervious to the flow of materials through it in either direction.
The double seam is usually formed in 2 operations and consists of 5 layers of plate, except in the crossover area of three piece soldered or welded cans where there are 7 layers and in the key tab area of key-open cans where there are 6 layers. The first operation determines the amount of material in the seam while the second operation compresses the layers together. The suggested dimensions of a double seam will vary according to a number of factors including the shape and size of the can, the thickness of end and body plate, and the manufacturer of the can components and double seaming equipment.
- Body hook
- The flange of the can body which is turned down in the formation of the double seam.
- Countersink
- The dimension from the top edge of the double seam to the bottom of the countersink radius.
- Crossover
- Alternate term: juncture. That portion of the double seam that intersects with the side seam or lap of the three piece can body.
- End hook
- Alternate term: cover hook. The curl of the can which is turned inward in the formation of the double seam.
- Free space
- The difference between the measured seam thickness and the sum of the 5 plate thicknesses making up the double seam.
- Overlap
- The distance which the end hook laps over the body hook.
- Pressure ridge
- A continuous impression around the inside periphery of the can body in the double seam area formed by the seaming roll pressure.
- Seam gap
- The gap between the body hook and the seaming panel.
- Seam length
- Alternate terms: seam height.
This is the external dimension of the double seam parallel to the vertical axis of the can. - Seam thickness
- The external dimension of the double seam measured approximately perpendicular to the vertical axis of the can. The actual measurement assumes the same angle as the countersink wall.
- Voids
- The non-metal areas at the ends of the end hook and body hook. For a hermetic seal the void at the end of the body hook must be filled with compound; this is the prime sealing area.

3.0 Can construction and integrity factor
There are a wide variety of potential can defects. This is due to the many steps involved in producing a filled can. In order to assess can integrity, information regarding these various steps is required.
3.1 Metal plate
Ingots of steel or aluminum of predetermined chemical composition are sent to their respective rolling mills. Here the ingots are rolled into very long, narrow, thin (0.010 in.), continuous sheets; these strip sheets are rolled into coils. The coils of steel are passed through a tin bath or a chromium bath in which either of these metals are electroplated onto steel to produce electrolytic tin plate (ETP) or tin free steel (TFS). The tin layer is approximately 15 millionths of an inch thick while the chromium layer is 0.8 millionths of an inch thick. The coils of aluminum may or may not receive a surface treatment. The respective metals are shipped to the can making plants in coil form.
Once these coils arrive at the can making plant they are cut into sheets. These sheets vary in size according to the size of can to be made but are approximately 1 metre by 1 metre.
3.2 Organic coatings
There are many types of organic coatings: phenolic, oleoresinous, acrylic, epoxy phenolic, polybutadiene, to name a few. The type to be applied will depend on the product to be canned, the expected shelf life and, in the case of outside coatings, appearance requirements. Organic coatings tend to serve as a barrier between the metal and the can contents or environment.
The coatings are applied to each sheet by means of rollers. The sheets then pass through a bake oven where the coatings are cured. Depending on requirements, the inside may be single or double coated and the outside given a plain coat or a lithographed label. Inside coatings are applied first; each coating is baked prior to application of the next. Aluminum and TFS are always inside coated; TFS is always outside coated. ETP may or may not be inside or outside coated depending on requirements.
When coating sheets are destined to become the bodies of three piece cans (soldered or welded), a plain (uncoated) narrow strip or margin is left along the 2 sides that will form the side seam. Can bodies cannot be soldered or welded without these margins. Margins are usually not left on sheets from which ends or two piece cans are to be made.
3.3 Can body manufacture
3.3.1 Three piece cans - soldered
These can bodies are made only from ETP. The plain or previously coated sheets are fed into a slitter which cuts the sheets into individual can body blanks. These blanks are then fed into a body maker where they are slit, notched, the side seams are hooked, interlocked, tightened, fluxed and soldered after which inside and outside side seam stripes (organic coatings) are sprayed along the side seam if required.
Depending on requirements, the can body may be beaded. Beads are formed in: a) the bodymaker during cylinder formation; or b) in a beader flanger after side seaming. The soldered cylinder is flanged after which an end is applied. The open top can is then air pressure tested and palletized for shipment to the cannery.
3.3.2 Three piece cans - welded
Sheets of steel (ETP or TFS) previously organic coated as required are similarly slit into individual can body blanks. These body blanks are slightly longer than the perimeter of the welded cylinder. The body blanks are fed into the body maker where the cylinder is formed. The edges forming the side seam overlap slightly. These edges are bonded together using electric resistance or laser welding. Once the cylinder is formed an inside and outside side seam stripe is sprayed on as required. The cylinder is then flanged, and an end is applied. The open top can is air pressure tested in the usual manner.
Welded can bodies may also be beaded. This operation is done after the cylinder has been welded and side seam striped but before the end is applied. Beader flangers and Krupp can-o-mat are 2 common beading machines.
3.3.3 Two piece cans
Sheets of steel (ETP or TFS) or aluminum, previously organic coated as required, are cut into strips which are fed into a press. A disc is cut out and then in one (single draw) or more (draw-redraw) operations the metal is stretched and worked to the desired flanged height and bottom profile. This basic can advances to the trim press where the extra flange metal is cut off. If the can body is to be beaded, the can advances to a separate station (beader) where the bead is formed. This finished container is then air pressure tested and packaged for storage and/or shipment to the cannery.
3.4 Can ends manufacture
3.4.1 Round ends
Coated or uncoated sheets are cut into strips and fed into a single or double die press. In one operation the disc is cut out and the end profile (contour) is impressed in the metal. The disc then drops into a curling wheel which bends the cut edge to form the curl. This round basic end progresses to the compound line where, under a stationary nozzle, the end is rotated. During rotation the nozzle dispenses compound into the curl area.
3.4.2 Non-round ends
These ends are cut into strips in a manner similar to round ends. They are usually held stationary while curling rolls follow the end perimeter to form the curl. At the compound liner station the end is again held stationary while the nozzle travels the seaming panel perimeter and dispenses compound.
3.4.3 Pull-tab can ends
These are made from flat profile (non-beaded or basic) ends. The basic ends are fed into a conversion press in which the end is scored, the flat profile modified with strengthening and convenience features and the rivet is formed. Tab stock (coil of metal approximately 3 cm wide) is fed into the press where the pull tab is formed. The pull tab then advances to the modified basic end to which it is attached at the rivet.
It is easiest to make these type of ends from aluminum. Many types are also made with ETP and a few are made with TFS. Steel (ETP and TFS) easy open ends may be fitted with aluminum pull tabs.
3.4.4 Key-open can ends
These ends are made in a manner similar to those described above. The key tab is an integral part of the end curl which is die formed. The key is usually spot welded to the end panel.
3.5 Double seam formation and integrity factors
Ends are applied to the vast majority of food cans by machines called double seamers. The double seamer takes its name from the fact that the double seam is formed in 2 distinct operations. In the majority of double seamers these 2 operations are performed by seaming rolls. The can body and end are clamped on a seaming chuck by a load applied vertically to the base plate or lifter (see Figure 3.5.a). The first operation roll, tucks the end curl under the can flange such that they become interlocked (Fig. 3.5.b). The second operation roll compresses these interlocked layers of metal, squeezing the compound into the voids to complete an hermetic seal (Fig. 3.5.c). In canneries the double seamers are more appropriately called closing machines. These are variously equipped to apply an end to a filled can under a number of specific conditions dependent on the product and the packer's needs such as vacuum closure, steam flow closure and vacuum gas closure.


3.5.1 Can closing terminology
Some of the terminology associated with the can closing operation is as follows:
- Base plate
- Alternate terms: lifter, lifter plate.
The part of the double seamer which positions and holds the can body along with the end against the chuck during the seaming operation. - Base plate pressure
- Alternate term: lifter pressure.
The force exerted by the base plate as it holds the can body and end up against the chuck. - Chuck
- The part of the double seamer which fits inside the end countersink. It acts as an anvil by supporting the end and the body against the pressure of the seaming rolls.
- Clinching
- The operation of bending the curl of the end under the flange of the body to hold the end loosely in place. This action, used in some seaming operations, is performed by a separate machine (clincher) prior to double seaming.
- First operation
- The initial step in double seam formation in which the curl of the end is tucked under the flange of the can body so that the 2 are interlocked.
- Knock-out
- The part of the double seamer located in the middle of the seaming chuck which pushes against the seamed end, ejecting the can from the chuck upon completion of the second operation.
- Pin height
- The distance between the highest part of the base plate and the lowest part of the chuck in their seaming position.
- Second operation
- The finishing part of the seaming operation where the hooks formed in the first operation are ironed tightly against each other forcing the sealing compound into the voids to effect an hermetic seal.
3.5.2 Double seam integrity factors
The prerequisites for achieving good double seam integrity are:
- properly formed and undamaged cans and ends
- the absence of other material in the seaming areas (for example, product, excess solder or sealing compound, foreign material)
- the presence and proper placement of sealing compound in order to fill the prime sealing area which will prevent leakage
- the proper mechanical interlocking of the body flange and end curl resulting in overlap; and
- the compression of the interlocked flange and curl to form the body hook and end hook which are tightly interlocked
If the first 3 prerequisites are satisfied then final seam appraisal is based on the latter 2 prerequisites, namely overlap and tightness rating/pressure ridge. The various measurements of the double seam that may be taken aid in a decision that the overlap and tightness will be sufficient to ensure the sealing compound is properly held under compression.
(a) Overlap
The body and end hooks must overlap sufficiently to ensure that the sealing compound is properly held under compression with the correct seam tightness. The length of the overlap varies with the dimensional guidelines for each seam. In each case, however, a minimum length is provided in the accepted double seam guidelines. See Table 4.1.5.
- Percent overlap
- This is defined as the ratio of the overlap length (A), relative to the internal seam length (C), expressed as a percent. See Figure 3.5.2.a.
% Overlap = A÷C × 100 - Body hook butting
- This is another method of quantifying the void in the prime sealing area in the double seam. It is defined as the ratio of the internal body hook length (B), relative to the internal length of the double seam and is usually expressed as a percent (percent body hook butting), see Figure 3.5.2.a.
Note:
Body hook butting may be taken separately as one of the factors of the double seam integrity. Body hook butting calculations cannot be substituted for overlap measurement in evaluating a double seam. Body hook butting should be considered as one of the factors that may be used for assessing double seams; overlap, tightness and pressure ridge are other important factors. The length of the body hook in relation to the internal length of the seam must be sufficient to ensure that it is embedded in the lining compound. Experience indicates that a minimum of 70% body hook butting is required to ensure an adequate seal.
Formula for body hook butting - using optical method for measurements:
% Body Hook Butting = B÷C × 100
Formula for body hook butting - when doing a tear down:
% Body Hook Butting = (BH − 1.1tb ÷ SL − 1.1(2te + tb)) × 100
Where BH = Body Hook Length (use the minimum of the readings taken at points of routine measurement Fig. 4.1.2.a)
tb = Body plate thickness
SL = Seam Length
te = End plate thickness
Double seam length - Alternate terms: height
This dimension is an indicator of overlap in that as the length increases, relative to the ideal, the overlap is usually reduced. Seam length is partly dependent on the roll groove profile and the degree of seaming roll wear.
(b) Tightness
The double seam must be sufficiently tight to hold the sealing compound under compression but not so tight that the metal plate is deformed with the possibility of metal fracturing.
There are 2 aspects that must be taken into consideration when judging seam tightness:
- the tightness rating, which is a measure of the degree of wrinkling of the end hook; and
- the pressure ridge
Other external double seam measurements which indicate proper seam tightness are:
- double seam thickness
- crossover thickness; and
- free space
1) Tightness rating
When straight edges of plate are folded over on themselves, the fold is smooth. When curved edges are folded over on themselves, the fold is not smooth, that is to say, it is wrinkled. The degree of wrinkling increases as the radius of curvature decreases. When fitting an end that is either partly or totally round, wrinkles form on the end hook in the first operation. The degree of wrinkling is reduced when the double seam is compressed in the second operation. The double seam must be sufficiently tight so that the free space is low, but not zero. This will ensure that the sealing compound is properly held under compression.
The tightness rating is a measure of the degree of wrinkle left on the end hook on the completed double seam.
2) Pressure ridge/pressure area
The pressure ridge or pressure area is an impression on the inside of the can body in the double seam area and is formed by the second operation seaming roll pressure. In suitably tight seams the impression should appear continuous and uniform along the entire periphery. The size of impression may vary from a faint continuous line approximately 3 mm below the body hook radius, to an obvious 3 mm wide area of compression (pressure area) in which the appearance of the body is slightly altered. The degree of impression is dependent on the body plate temper, the can size and style, and the double seaming equipment used.
The presence of an excessive pressure ridge should be avoided. There are occasions when a pressure ridge may be faint, absent or excessive but the seam may be satisfactory when other parameters are measured. The presence of a pressure ridge will depend on chuck design and temper as well as the type of container.
3) Double seam thickness
This dimension is an indicator of double seam tightness. For a given can, the thickness range should not exceed accepted double seam guidelines.
Since end and body metal thicknesses sometimes vary on the same container, the actual thickness of the 5 layers of metal would be calculated as:
(2 × body metal thickness) + (3 × end metal thickness) = Calculated double seam thickness (with no sealing compound)
In order to allow for seaming compound and normal seaming characteristics, a measured double seam thickness should not exceed this calculated thickness by more than 33% in the prime sealing area. The measured double seam thickness should not exceed the calculated double seam thickness by more than 33% in the prime sealing area.
4) Crossover thickness
This is the maximum thickness of the double seam where it intersects the lap.
5) Free space
The difference between the measured seam thickness and the sum of the 5 thicknesses making up the seam. This calculation may be used as an indicator of tightness; however, it must not be used to replace tightness rating.
Free space = seam thickness − (2 × body plate thickness + 3 × end plate thickness)
4.0 Can examination and assessment process
4.1 Double seam examination and measurement
The process of assessing the double seam embodies 3 aspects, each of which provides varying amounts of qualitative and quantitative information:
- visual inspection and external measurements to provide an initial assessment of double seam integrity
- seam teardown to provide an assessment of tightness by conducting a tightness rating and pressure ridge evaluation; and
- seam cross sectioning to provide an assessment of optical overlap at the point of sectioning (where optical methods are used)
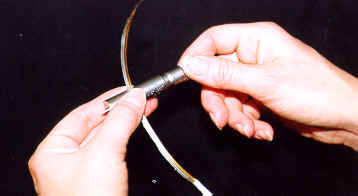
4.1.1 Visual inspection
A careful external visual examination of the can and its seams is the primary means of detecting container and seam defects:
- Remove the label from the can
- Grasp the can body with one hand and rotate the double seam between the thumb and forefinger of the other hand and carefully examine the seam around the entire perimeter of both can ends
- Check for any double seam defects as described in Section 7
- Ensure that the can ends, body and side seam are also inspected for possible defects. See Section 4.2
4.1.2 External seam measurements
(a) Points of seam measurements
All measurements should be recorded and the can marked in such a way that these external measurements can be directly related to the corresponding internal (teardown) measurements when the body hook and end hook are no longer engaged. It is most useful to take seam measurements at the points which indicate possible problems, such as sharp seams or excessive thickness. Averaging of double seam dimensions must not be done. Measurements are not usually taken at the crossover.
Round cans
Seam measurements on round cans should be made at 3 points around the circumference of the can. Record the measurements which are approximately 120 degrees apart and at least 1 half-inch away from the side seam crossover of a three-piece can.
Non-round cans
Seam dimensions of non-round cans are measured using the same method as for round cans; however, due to the irregular shapes of non-round cans, measurements should be taken at additional points as indicated in Figure 4.1.2.a. (Individual can makers publish guidelines which may specify alternate points which provide equivalent assurances of seam quality.) Additional points may also be cut, especially where irregularities are noted. Cans having a key tab must also have measurements taken at the centre of, and immediately adjacent to, the tab.
Most 'hidden' defects (those that are not immediately obvious during visual examination of the double seam) manifest themselves by an increased thickness measurement at the defect. Therefore, after visually examining a double seam for obvious defects, a seam micrometer should be guided around the entire periphery of the can to determine excessively thick measurements. These points should be marked, the length and thickness measurements recorded, and a seam section cut (Section 4.1.4.c) to show the seam profile. In this manner, a number of sections/measurements could be obtained from the points of concern. 'Routine' measurements could then be obtained from the remaining portion of the double seam. It is imperative (when this initial examination method is employed) that diagrams, demonstrating where the sections/measurements were taken, be constructed in order that common problem locations can be identified.
In cases where this initial examination reveals no seam thickness profile anomalies, the points for suggested routine length and thickness measurements for the various non-round shaped cans are illustrated in Figure 4.1.2.a.
Key-open non-round cans have an extra metal thickness at the tab. Specific can seam dimensional guidelines obtainable from the manufacturer should be used to evaluate this part of the seam. Measure in the same way as any other can.

Description for suggested points of routine measurement on non-round cans
Measurement locations for the four types of non-round cans. For Hansa type can, there are 8 measurement points around the can. For an oblong can there are nine points of measurement, with an additional point at the centre of the key tab. There are also 8 measurement points for Dingley type cans and for oval type cans.
Note: Measurements should be taken as identified in published can maker's guidelines. These guidelines may specify alternate points and frequencies which provide equivalent assurance of the seam quality.

Description for rectangular and square meat cans
Points of measurement on rectangular and square cans. The seam thickness, length and end hook are measured adjacent to corner radius. The body hook and countersink are measured at the corners. On the ends, at set-up or when a problem is noted, the thickness, length and end hook should also be measured on the side seam side and side opposite. The overlap is measured at maximum measured seam length away from corners.
- X = seam thickness, length and end hook (measure adjacent to corner radius)
 = body hook and countersink
= body hook and countersink = at set-up or when problem is noted, thickness, length and end hook should also be measured on the side seam side and side opposite
= at set-up or when problem is noted, thickness, length and end hook should also be measured on the side seam side and side opposite- Overlap - measure at maximum measured seam length away from corners

Description for "D" shaped meat cans
Points of measurement on D-shaped cans. The seam thickness, length, body hook and end hook are measured on the long side and midway on the d curve. The countersink is measured at the radii of the corners. The overlap is measured at maximum measured seam length away from corners.
- X = seam thickness, length, body hook and end hook
- O = Countersink
- Overlap - measure at maximum measured seam length away from corners

Description for irregular shaped meat cans
Points of measurement on irregular shaped cans. The seam thickness, length, body hook, end hook and countersink are measured on the long end and on points on the curve of the can. The overlap is measured at maximum measured seam length away from corners.
- X = seam thickness, length, body hook, end hook and countersink
- Overlap - measure at maximum measured seam length away from corners
Note: Measurements should be taken as identified in the can maker's guidelines. These guidelines may specify alternate points and frequencies which provide equivalent assurance of the seam quality.
(b) Seam Length Measurement
Hold the flat surface of the micrometer against the can body as shown in Figure 4.1.2.c.
When using the micrometer, remember to:
- Make sure it is zeroed. This is done by closing the moveable shaft onto the stationary anvil (zero position). The zero gradation mark on the rotatable barrel should match exactly with the index line on the stationary body member. If the zero gradation mark is more than one-half a division of the smallest graduations from the index line, an adjustment to the micrometer is required.
- Hold at a right angle to the seam
- Do not overtighten

(c) Seam thickness measurement
Balance the micrometer with the index finger immediately above the seam until the anvil assumes the same angle as the taper of the countersink wall as shown in Figure 4.1.2.d.

(d) Countersink depth measurement
Prior to using the countersink gauge, ensure that the point is tightly screwed onto the shaft. Place the bar of the gauge on a flat surface, preferably a block of machined steel large enough to detect warps in the bar (the bar of a second countersink gauge is useful for this purpose). In this position the point of the gauge is at the zero position and the dial of the gauge should also read zero. To adjust the "zero" on the dial, loosen the knurled screw near the top of the dial, rotate the outer scale until the zero and the indicator coincide, and tighten the screw to lock the gauge at the zero position.
Rest the bar of the depth gauge on top of the seam across the top of the can as shown in Figure 4.1.2.e. Position the point of the depth gauge pin (shaft) at the lowest point adjacent to the countersink wall (but away from the crossover of three piece cans) as shown in Figure 4.1.2.f.


Description for position of countersink gauge point
Shows where to position the point of the countersink gauge at the lowest point in the countersink wall in order to measure the depth.
4.1.3 Seam teardown and internal measurements
By tearing down the double seam, the following internal parameters may be measured and evaluated: tightness rating, body hook, end hook, internal droop, pressure ridge, crossover rating and jumped seam. These internal measurements must correspond to their respective external measurements (length, width, etc.), thus it is necessary to mark the can appropriately prior to teardown.
It is extremely important to recognize and understand that the quality of the double seams cannot always be judged on measured dimensions alone. Visual inspection for tightness and visible abnormalities are equally important. Dimensions outside the can maker's guidelines do not necessarily mean that seam integrity is compromised. It means that the seam should be carefully evaluated. Final judgement must be based on the amount of deviation along with all of the other measurements and observations.
Can makers supply guidelines to their customers and indicate frequency of tests as well as points of measurement. These can makers' guidelines recognize the need to check certain attributes at certain points on the can. Not all tests need to be performed at every check.
(a) Cut out the centre section of the can end (with either a sanitary type can opener or with tin snips) approximately 1 cm (⅜") from the double seam as shown in Figure 4.1.3.a. In the case of the FPEO pull tab can, the hole cutting/trimming is eliminated by simply pulling the tab and removing the can end.


(b) Remove the remainder of the can end using nippers as shown in Figure 4.1.3.b.

(c) Cut through the double seam at least 1 inch from the side seam lap using the nippers as shown in Figure 4.1.3.c.

(d) Remove the stripped part of the end by gently tapping with the nippers as shown in Figure 4.1.3.d. Take care not to distort the can body hook.

(e) Measure the end hook length using the seam micrometer as shown in Figure 4.1.3.e.
(f) Measure the body hook length using the seam micrometer as shown in Figure 4.1.3.f.


(g) Inspect the pressure area on the inside of the can body near the bottom of the double seam as shown in Figure 4.1.3.g. The pressure ridge should appear as a continuous and visible impression (but not excessively deep) around the inside periphery of the can body (see section 3.5.2 for further information on pressure ridge).
Description for pressure ridge/area
Shows the position of the pressure ridge of the can on the inside of the body near the bottom of the double seam.
(h) Inspect the inside of the end hook and assess the wrinkles in terms of the tightness rating.
Due to the nature of the seaming process, wrinkle formation on the end hook during the first operation seaming process is unavoidable especially in the case of non-round cans where there is a sharp change in the radius of the seam. These wrinkles should be ironed out during the second operation.
The wrinkles remaining at the end of the second operation may be either looseness wrinkles or ghost wrinkles. The ability to differentiate between these 2 wrinkles is required in order to estimate tightness, as only looseness wrinkles are assessed.
Looseness wrinkles
The presence of looseness wrinkles indicates incomplete tightness in the double seam.
These wrinkles have 3 dimensions:
- length - the distance the wrinkle extends from the edge of the end hook to where it fades out toward the end hook radius;
- depth - the distance the wrinkle projects from the face of the end hook toward the can body; and
- width - the distance the wrinkle extends along the cut edge of the end hook, that is to say, its circumferential length.
As the double seam becomes tighter these dimensions decrease. The length of any looseness wrinkles remaining after the second operation may be visually estimated and used as an indication of the double seam tightness provided that other seam parameters are within the double seam guidelines. By grading residual wrinkles in a normally formed seam, a reliable method of estimating seam tightness has been established.
There are various ways of expressing the tightness rating (see Figure 4.1.3.h and Table 4.1.3). The most commonly used North American system is % Tightness which is the estimated ratio of the length of smooth (unwrinkled) portion of end hook compared to the end hook length, expressed as a percent. The tightness rating is based on the length of the longest looseness wrinkle on the entire end hook. Looseness is the opposite of the tightness rating, (for example, 60% tightness rating is equivalent to 40% looseness).

Since a looseness wrinkle has 3 dimensions, the classification of the tightness should not be based only on the length of the wrinkle. It should also take into account the depth and width of the wrinkle. One of the ways of overcoming the problem of evaluating the double seam tightness would be to also evaluate the free-space and the percent compactness, according to the specifications provided by the can maker.

The minimum acceptable percent compactness is 75% in the prime sealing area.
Ghost wrinkles
Ghost wrinkles have length and width but no depth. The face of the hook is smooth indicating that the double seam has been suitably compressed or ironed out. These "wrinkles" are usually the remains, that is to say, shadows of second operation wrinkles that have been completely ironed out. They may also be indicative that compound between the body hook and cover hook was highly compressed. In either event, since the end hook is smooth, ghost wrinkles are not indicative of looseness.

Description for tightness rating
Chart of rating of looseness wrinkles. Shows progressively larger wrinkles with the size expressed as a fraction out of 10ths, as a percentage and as a rating from 1 to 4, which was developed by the Metal Box Company.
| Looseness wrinkle |
Tightness rating % tightness |
Tightness rating Metal Box Co. |
|---|---|---|
| Zero | 100 | 0 |
| 1/10 | 90 | 0 |
| ⅛ | 0 | 1 |
| 2/10 | 80 | 1 |
| ¼ | 75 | 2 |
| 3/10 | 70 | 2 |
| ⅜ | 0 | 3 |
| 4/10 | 60 | 3 |
| ½ | 50 | 3 |
| 6/10 | 40 | 4 |
| 7/10 | 30 | 4 |
| 8/10 | 20 | 4 |
| 9/10 | 10 | 4 |
| Full length | 0 | 4 |
Looseness wrinkle length expressed as a fraction of the end hook length.
Description for end hook tightness
Left of graphic shows a cutaway of looseness wrinkles which project away from the can body. The right side shows the same cutaway with ghost wrinkles which are not indicative of loose seams.
Tightness rating - non-round cans
In the case of non-round cans, there will be differences in the tightness rating at different points on the seam perimeter. In areas of the seam where the perimeter is straight, the tightness can be expected to be similar to that found in round cans. However, where there is a sharp change in seam radius at corners, there is necessarily less tightness as the curve radius is quite small and a relatively large amount of metal must be bent and accommodated in this radius. The setup aim must result in a tightness rating which will meet the accepted can manufacturer's guidelines for the specific can and can end; efforts to improve this are apt to lead to seam defects such as vees or cutovers. When cans are encountered with loose seams (see 7.5.15 loose seams), several considerations must be taken into account:
- The quality and tightness of the seam at the straight profile areas; if the seam at this portion of the profile is of low quality, the significance of extensive wrinkles at a corner is greater than with a good quality straight seam, as this indicates that the producer has little control over the overall seam quality, and the wrinkles may not be solely the result of the small radius
- For non-round cans exhibiting marginal seam tightness on the corners, the presence of a pressure ridge should be a major factor in determining acceptability of the seam. In combination with excessive wrinkle length and bowed seams, the lack of a pressure ridge may indicate insufficient seam tightness
- The presence of seam defects or out of specification seam dimensions; as in all seams, the presence of defects or dimensions outside specifications should be heavily weighed when judging the acceptability of seam tightness in non-round cans. The combination of excessive wrinkle length and dimensions outside of specifications (especially thickness) or seam defects will normally result in an unacceptably loose seam
- The flatness of the end and body hooks; curved or bowed end hooks or body hooks may produce an unacceptably loose seam while still producing an acceptable pressure ridge and an acceptable wrinkle length (this will usually result in the thickness of the seam being out of specification)
(i) Inspect the inside of the end hook on either side of the crossover of three piece cans for looseness indicative of a jumped seam, as shown in Figure 4.1.3.j. (See section 7.5.9 - jumped seam.)

Description for jumped seam
Inside of end hook at either side of the crossover with the jumped seam area adjacent to the lap impression, which is next to the can body side seam impression.
(j) Inspect the inside of the end hook at the crossover of three piece cans for the amount of internal crossover droop (juncture rating) as shown in Figure 4.1.3.k. The amount of internal droop at this point should not exceed accepted can maker's guidelines.

Description for internal crossover droop
Inside of end hook at the crossover showing the crossover droop which should not exceed can maker's guidelines. Droop is the drop in the end hook length.
(k) Determine the plate gauge thickness by removing the enamel coatings of a section of end plate; methyl ethyl ketone or steel wool may be used. Measure the end plate thickness using a micrometer with a domed anvil. Do not use the double seam micrometer.
(l) Optical (actual) overlap - Optical overlap measurements using a seam saw and seam projector will provide the actual overlap at the point of cross sectioning (see Section 4.1.4).

Technical note:
The presence of the key tab adds an extra layer of metal to the double seam in the tab area. This will result in a corresponding reduction in overlap. The overlap in the key tab area must comply with the minimum length in the accepted can maker's guidelines.
(m) Calculation of theoretical overlap - It should be noted that use of the calculation for theoretical overlap has more variability and has been demonstrated to both overestimate and underestimate the actual overlap as measured optically. There is no accurate substitute for optical measurement. For those who wish to include this factor in their records, a theoretical overlap may be calculated as follows:
Calculated overlap = Body hook + end hook + end plate thickness - seam length.
To determine the theoretical overlap, an adjustment factor is added to the calculated overlap. The following table of adjustment factors used by the B.C. Salmon Canning Industry is included as an example.
| Calculated overlap imperial |
Calculated overlap metric |
Adjustment factor imperial |
Adjustment factor metric |
|---|---|---|---|
| under 0.030" | 0.76 mm | 0.008" | 0.20 mm |
| 0.030" to 0.039" | 0.76 mm to 0.99 mm | 0.007" | 0.18 mm |
| 0.040" to 0.049" | 1.00 mm to 1.24 mm | 0.005" | 0.13 mm |
| Over 0.050" | 1.27 mm | 0.002" | 0.05 mm |
4.1.4 Seam cross sectioning and direct internal measurements
In routine teardown examinations of a double seam, both teardown and optical methods may be used for routine measurements. In routine destructive examinations of a double seam, either method, teardown or cross section, is acceptable to determine seam tightness and overlap/seam profile respectively.
The use of theoretical overlap is not an accurate substitute for optical overlap. Teardowns or cross sections are carried out individually on different sample units or alternatively may be carried out on the same unit utilizing more than 1 unit if needed to attain the suggested number of measurement points.
(a) Cross sectioning
The preparation of double seam cross sections provides direct measurement of the seam dimensions and integrity factors such as actual overlap and percent body hook butting. Cross sections can be prepared by either filing, sawing with a hand-held jeweller's saw, or sawing using a double or single blade seam saw.
The type, size and location of defect, as well as whether the inspection is being carried out in the field or lab will determine which method(s) is/are best suited. For example, a file would be useful for field inspections, and where a saw (hand held or electric), is not readily available. A jeweller's saw would be useful for field inspections and where use of an electric seam saw might totally obliterate the defect; that is, a cut made by the seam saw is wider than the total width of the defect at the point of occurrence.
- Filing
- Cut across the double seam by filing at right angles to the seam using a flat file having a safe edge. Hold the file so that the safe edge is against the proposed cross section which will minimize the tendency to produce a burr on the can.
- Jeweller's saw
- Cut sections of the seam using a jeweller's saw, from points on the seam appropriate to the type of container, or from seam defects which have tentatively been identified/rated visually. Use the jeweller's saw so that the cutting motion is only made in the direction of the teeth and not with a back and forth motion. The blade must be tight in the saw frame and the blade moved through the cutting motion with a light but steady downward pressure. Proficient use of the jeweller's saw will come with practice. Make 2 cuts into the can body and end, one of which passes through the center of the defective area. Once the seam cuts have been completed, remove the seam section by snipping the body and end plate with a pair of snippers.
- Seam saw
- For round cans, cut sections of the seam using a double blade seam saw (Figure 4.1.4.a), from 3 points which are approximately 120 degrees apart and approximately 1 inch away from the side seam crossover. For non-round cans, the seam sections would be cut at the points identified in Figure 4.1.2.a.

(b) Seam projection
Clean/polish the seam section with either a fine stone or emery cloth.
- Seam projector
- Ensure that the machine is properly calibrated as per manufacturer's instructions. Clamp the section in position on the seam projector, Figure 4.1.4.b. Project the double seam image and use the calipers in the instrument to directly measure the overlap, the body hook, end hook, and internal seam length as shown in Figure 4.1.4.c.


Description for double seam image measurements
Shows position of calipers when measuring the end hook, the body hook, the optical overlap and the internal seam length.
- Hand held (pocket) seam scope
- Position the seam section in an inverted position on the tip of your thumb and forefinger, then position the bevelled end of the pocket seam scope next to the seam piece in such a manner that the seam piece is within the field of vision and in focus. If measurements are to be taken of any of the seam parameters, position the graduated scale so that the scale and seam piece are in focus and the particular parameter being measured is incorporated within the scale range (1 Division on the scale = .002"). Good illumination of the seam section is required when using the pocket seam scope.
Technical note:
If the seam parameter being measured indicates a borderline accept/reject situation, the observations made with the pocket seam scope should be confirmed through use of the more accurate seam projector.

Description for pocket seam scope
Shows a photo of a pocket seam scope with a ruler for scale. A graphic shows how to hold the scope and where on the double seam to line up. A reversed image of the double seam is shown as a result.
(c) Seam evaluation
Remove the end hook from the balance of the double seam and check the pressure ridge, evidence of jumped seam, juncture rating, and tightness rating as per Section 4.1.3(g) to (j).
4.1.5 Double seam guidelines
The can manufacturer provides a guideline for each can size and style outlining the seam measurements and tolerances for which the double seam was designed to ensure an hermetic container. Inspection procedures must be implemented which enable the can manufacturer or the cannery to hold for investigation (HFI), any product which does not comply with accepted guidelines.
These can maker's guidelines will vary according to whether the cans are steel or aluminum, two or three piece, soldered or welded, and round or non-round. An example of HFI guidelines for three piece round sanitary cans is included in Table 4.1.5. These tentative double seam dimensional guidelines provide HFI limits for round sanitary food cans used by North American manufacturers. These guidelines are not necessarily applicable to cans of other shapes or manufacture.
It is extremely important to remember that the quality of double seams cannot be judged on dimensions alone. Visual inspection for tightness and for any visible abnormalities is equally important.
When one or more measurements fall outside the adjustment limits, check another sample immediately. If it too is outside the limits, take whatever corrective action is indicated.
Dimensions outside of the adjustment limits do not necessarily mean that the seam is unacceptable. This means that you must decide if the seam is adequate. Final judgement must be based on the amount of deviation along with all of the other measurements and observations.
In making your determination, the prime considerations are overlap and tightness. The seam may be considered satisfactory when overlap and tightness are within adjustment limits and other dimensions are within hold for investigate limits with no serious defects and the seam is properly formed.
When the total seam evaluation indicates questionable performance, the cans should be held for further investigation such as sorting, leakage tests, incubation for spoilage, or simply holding to determine whether any spoilage develops. The type of action required depends upon the circumstances.
Table 4.1.5 An example of double seam measurement guidelines for hold for investigation levels in three piece round sanitary food cans
| Item | Nominal diameter |
Set up aim | Operating limit |
Hold for investigation steel ends |
Hold for investigation alum. ends |
|---|---|---|---|---|---|
| Body hook length Table Note 1 | 202 | .075 - .080 | .075 ± .008 | n/a | n/a |
| Body hook length Table Note 1 | 207.5 - 401 | .080 - .085 | .080 ± .008 | n/a | n/a |
| Body hook length Table Note 1 | 404 - 603 | .082 - .087 | .082 ± .010 | n/a | n/a |
| End hook length Table Note 2 | 202 - 211 | .65 Min. | n/a | n/a | |
| End hook length Table Note 2 | 300 - 401 | .070 Min. | n/a | n/a | |
| End hook length Table Note 2 | 404 - 603 | .075 Min. | n/a | n/a | |
| Optical overlap | 202 | .035 Min. | .030 Min. | .030 Min. | |
| Optical overlap | 207.5-211 | .040 Min. | .030 Min. | .030 Min. | |
| Optical overlap | 300-303 | 0040 Min. | .035 Min. | {not developed} | |
| Optical overlap | 307-401 | .045 Min. | .035 Min. | .035 Min. | |
| Optical overlap | 404 | .045 Min. | .035 Min. | .035 Min. | |
| Optical overlap | 502 - 610 | .050 Min. | .035 Min. | {not developed} | |
| % tightness | 202 - 401 | 80 - 100% | 70 - 100% | 60% or less | 70% or less |
| % tightness | 404 | 90 - 100% | 80 - 100% | 60% or less | 70% or less |
| % tightness | 502 | 90 - 100% | 80 - 100% | 70% or less | {not developed} |
| % tightness | 603 - 610 | 90 - 100% | 90 - 100% | 70% or less | {not developed} |
Table notes
- Table note 1
-
Based on the highest and lowest readings obtained on a can sample.
- Table note 2
-
Based on the lowest reading obtained on a can.
Information source: Can Manufacturers Institute - Voluntary Industry Can Standards
4.2 Can integrity examination and evaluation process
4.2.1 Filled can
After examining the double seams, the rest of the can should be examined prior to teardown. The following points provide a checklist.
- Inspect the metal plate for flaws or damage. Areas susceptible to metal fracture include scorelines, pull tab rivet, embossing, and panel steps.
- Inspect the side seam of welded or soldered cans.
- Ensure the ends are not distended. For vacuum-packed products, under constant conditions of fill and closure, the end deflection or centre panel depth may be used as an indicator of internal vacuum. It should be recognized that end deflections of empty cans vary considerably and may influence the end deflection of the closed can. Temperature also affects the end deflection.
End deflection is a measure from the top edge of the double seam to the geometric centre of the end. A calibrated gauge, similar to the countersink gauge, is used by resting the bar along the top of the seam and away from the crossover. The point of the gauge is positioned at the approximate centre of the can end. Ensure that the embossed coding does not interfere with the measurement.
- Check that the can does not feel light, hollow, or dry. The weight of the can in comparison to an average weight can will provide an indication of whether or not the can may have leaked.
4.2.2 Pressure testing
Pressure testing may be used as part of a container integrity examination. This is a test by which a standard pressure of air is forced into the can by means of a special instrument used specifically for this purpose.
This test is most commonly applied to emptied cans. The can bodies must be completely dry and the compound lining free from oil and water before and during pressure testing. The can is then placed right side up in the pressure testing instrument and submerged in water. By placing the can right side up, all the critical areas of the can are exposed to the pressure including the scoreline, the double seam, and the pull tab rivet. Pressure must be increased slowly and the cans must show no sign of leakage below 69 kPa (10 psig). If a can leaks below 69 kPa (10 psig) pressure, a serious defect is considered to exist and further investigations must be conducted to determine the source of that defect. For cans which are not intended to hold vacuum, non-round or cans with easy-open scoreline features, a maximum pressure of 48 kPa (7 psig) should be used.
These tests may be used to aid in the detection of hidden defects, but a successful leakage test (that is to say, the can does not leak) does not in any way lessen the seriousness of any other defect which may be present. There may be instances when this factor becomes of paramount importance and should be included in a risk assessment.


4.2.3 Vacuum testing
Leakage testing can also be conducted by drawing a vacuum on a clean empty can, utilizing appropriate equipment and conditions to ensure that any leakage can be easily identified. The vacuum test is recommended for non-round cans. The vacuum (in inches of water gauge) will depend on the can size and shape and is normally specified by the can maker.
4.2.4 Dye testing
The dye test using a water-based or mostly water-based dye such as Zylox is the preferred laboratory diagnostic testing method for any can size or shape for testing for leakage paths. Solvent-based dyes are best used for scorelines, side seams and plate fracture testing. Water-based dyes, such as Zyglo, are recommended for double seam testing.
The dye test(s) should be performed as suggested by the dye manufacturer, or can manufacturer. Government inspections will follow the official procedures.
Easy open ends can be tested for leakage paths in the score, rivet or embossed areas using a penetrating dye. Either a fluorescent dye or a dye requiring a developer may be used to detect a loss of hermetic seal. This procedure can be conducted on unused ends and on cans which have been emptied and thoroughly washed and dried.
4.2.5 Pull tab testing
Pull tabs and scorelines should be tested using the dye test method. It is not necessary for these tests to use the water-based dye. A solvent-based dye would be acceptable.
5.0 Severity classification
In addition to defect category and type, can defects are also classified according to severity. The following are the definitions used for severity classification of hermetically sealed and sterilized cans.
5.1 Serious
A serious condition is one which provides evidence that:
- there is, or has been, microbial growth in the container contents; or
- the hermetic seal of the container has been either lost or seriously compromised; or
- the container is unsuitable for distribution and sale as stipulated in the Food and Drugs Act, section 4, and/or section 27.003 and 27.005 of the Food and Drug Regulations.
5.2 Minor
A minor condition is one which is clearly an abnormal container characteristic, but one which does not result in loss or potential loss of container integrity (hermeticity), and consequently does not represent a potential public health risk.
6.0 Alphabetical index
This section provides an index of defect terminology, including alternate terminology, specific defect types, and associated defect conditions.
7.0 Defect categories
- 7.1 Metal plate manufacturing defects
- 7.2 Coating application defects
- 7.3 Can body manufacturing defects
- 7.4 Can end manufacturing defects
- 7.5 Double seam defects
- 7.6 Other manufacturing defects
- 7.7 Handling defects
7.1 Metal plate manufacturing defects
7.1.1 Defect: Laminated plate
Classification:
A plate lamination is considered a serious metal plate defect.
Description:
Metal body or end plate which can be separated into 2 layers of metal which are not bonded.
Common sources:
- Folds or layers of plate rolled into a single plate thickness in the rolling mill. These folds or layers do not bond together during rolling and will separate when the metal is worked during can manufacture.





7.1.2 Defect: Pin-hole
Classification:
A pin-hole is considered as a serious metal plate defect.
Description:
A hole in the metal plate originating in the rolling mill. These will vary in size from barely visible to large irregular shaped holes with rough edges.
Common sources:
- Foreign particles may be rolled into the plate during the rolling operation in the mill; they do not bond with the plate. Large particles will extend to both surfaces of the plate. When the plate is worked during can manufacture or flexed during retorting, these particles may pop out leaving a hole (pin-hole) in the plate.




7.1.3 Defect: Plate stain
Classification:
Plate stain is considered as a minor metal plate defect.
Description:
Readily visible stains on the metal plate surface. If the metal plate is coated, these stains may be visible through the coating.
Common sources:
- This condition originates during plate fabrication
Photo not available.
7.1.4 Defect: Weld joint
Classification:
A weld joint is considered a serious metal plate defect when packed with a corrosive product, when there are gaps in the continuous weld such as in spot welds or when the weld is weakened to the point that it fails under finger pressure.
Description:
An obvious, black line (joint) approximately 5 mm (3/16") wide running across the can end or body. They seldom result in leakage although there is potential for corrosion along this weld which may lead to perforation.
Common sources:
- These joints are made in the steel mill when 2 coils of plate are joined (arc welded) together


7.2 Coating application defects
7.2.1 Defect: Coater drip
Classification:
A coater drip is considered a minor defect unless careful examination proves that the defect is a serious defect. A coater drip is considered a serious coating application defect if a hole and/or plate corrosion is detected, after a thorough examination, which would include opening the can or removal of the coater drip to determine the condition of the metal plate.
Description:
A drop of coating, exterior or interior, often appearing as tiny hard metallic bubbles of coating. A coating drip may resemble a scrap-in-die type defect.
Common sources:
- Drips or splashes from the coating operation




Inside view of A


7.2.2 Defect: Coating skips
Classification:
Coating skips are considered serious coating application defects if:
- internal and contents are corrosive; or
- external and plate is corroded
Coating skips are considered minor coating application defects if:
- external and no corrosion; or
- internal and contents are non-corrosive
Description:
Any discontinuity (bare spots, hairline skips, eyeholing) in the coating. Corrosion or sulphide production (reaction with product) may be present. See also section 7.7.3 - corrosion
Common sources:
- Dirt, grease or other foreign material on the metal plate prior to coating
- Misapplication of the coating to the metal plate





7.2.3 Defect: Foreign particles in coating
Classification:
A minor coating application defect.
Description:
Small particles in the coating surface, often black in colour. Coating ash may appear as a line on the body wall of two piece cans as the result of the drawing operation.
Common sources:
- Coating ash or charred particles of coating, dirt or other foreign particles that may adhere to the wet coating before it is baked


7.3 Can body manufacturing defects
Three piece soldered
7.3.1 Defect: Acid salts corrosion
Classification:
Acid salts corrosion is considered a serious three piece can defect.
Description:
Acidic residues on the outside of the side seam area that result in rusting, or any deposit of salts on the inside of the can.
Common sources:
- Acidic residues on the side seam solder, picked up from the solder bath when it is charged with "acid crystals" used to keep the solder roll clean and "tinned"


7.3.2 Defect: Cold solder
Classification:
Cold solder is considered a serious three piece can defect.
Description:
A discontinuity (gaps or voids) or a rough and spongy irregularity of the side seam solder fillet which could result in a pathway through the side seam. The cold solder condition will most easily occur in the lap area at the extremities of the side seam, but cannot be properly checked unless the side seam and double seam are torn down for examination.
Common sources:
- Solder temperatures too cold


7.3.3 Defect: Distorted reform ridge
Classification:
A distorted reform ridge is considered a serious three piece can defect.
Description:
Creasing of the body and flange area on the reform ridge of reformed cans such that it affects the integrity of the double seam or fractures the metal plate.
Common sources:
- Improper flattening of can body cylinders
- Improper reforming of flattened can body cylinders

7.3.4 Defect: Excessive solder
Classification:
Excessive solder is considered a serious three piece can defect, if:
- a solder ridge ½ the can height in length by 0.4 mm (1/64") in thickness on the outside is found; or
- the excess solder interferes with the forming of the double seam
Description:
Excessive solder at the customer lap area of the side seam which may cause deformation of the double seam at the crossover, resulting in excessive side seam droop, a raised seam, or a jumped seam. Excessive solder may also cause a pleat to form in the side seam lap. A thick lap is a condition where the side seam contains excess solder between the laps.
Common sources:
- Improper wiping of the solder


7.3.5 Defect: Flux stains
Classification:
Flux stains are considered as minor three piece can defects.
Description:
Dark brown resinous staining on the inside surface of the side seam or lap. The fluxes used for the manufacture of food cans in Canada are non-toxic and will not impart off-odors or off-flavours to the product.
Common sources:
- Excessive flux during the side seam soldering operation


7.3.6 Defect: Insufficient solder
Classification:
Insufficient solder is considered a serious three piece can defect if the solder fillet is incomplete along the outside of the side seam and is accompanied by a defective sweat.
Description:
Solder voids in the outside side seam fillet resulting in incomplete soldering of the side seam. The fillet is the strip of solder deposited along the intersection of the 2 walls of folded metal plate of the side seam. A turned can, depending on the degree of turning, results in a solder void or an incomplete fillet along the outside of the side seam.
A sweat is the action of bonding together, by application of heat, of surfaces to which solder has already been applied. A defective sweat is the result of improper solder temperature or incorrect flux application.
Common sources:
- Contamination of the side seam area such that solder bonding is prevented
- Improper or insufficient flux application
- Turning of the can body prior to solder application
- Excessive wiping of the solder
- Solder temperature too hot


7.3.7 Defect: Inverted inside coating
Classification:
The inverted inside coating is considered a serious three piece can defect for a soldered can. On a welded can it is considered a minor defect unless there is product/container incompatibility.
Description:
The inside coating margin pattern is visible. Plain rectangular areas show at each end of the side seam. These plain areas are normally concealed in the side seam. Soldering will be incomplete due to coated areas in the side seam fold.
Common sources:
- Misfeed (backward feed) of sheets to slitter (machine which cuts sheets into body blanks)
- Misfeed (backward feed) of body blanks to body maker

7.3.8 Defect: Mis-locked side seam
Classification:
A mis-locked side seam is considered a serious three piece can defect.
Description:
Failure of the side seam hooks to interlock along their entire length. Complete soldering of the side seam is not always possible. The side seam most probably will not leak.
Common sources:
- Misassembly of the side seam hooks
- Side seam hooks damaged prior to assembly
- Improperly formed side seam hooks


7.3.9 Defect: Mis-notch
Classification:
A mis-notch is considered a serious three piece can defect when a 0.8 mm (1/32") gap extends into the depth of the flange.
Description:
A gap in the side seam lap area where the notched or cut away section is not overlapped by metal plate resulting in an incomplete flange.
Common sources:
- Misalignment during notching of the body blank

7.3.10 Defect: Necked-in can
Classification:
A necked-in can is considered a serious three piece can defect. This classification only applies to those cans which were not designed to be necked-in.
Description:
A can body which has an end diameter that is unintentionally smaller than the main body cylinder diameter. Either one or both ends of the body cylinder may be necked-in.
Necked-in cans are now commonplace in the beverage industry and the technology may appear in other food containers. Necked-in cans are intentionally necked-in to strengthen the can body. The can ends for such cans are intentionally smaller in diameter.
Common sources:
- Misassembly of the body blank edges during formation of the side seam

7.3.11 Defect: Notcher trim still attached
Classification:
Notcher trim still attached is considered a serious three piece can defect due to additional metal formed into the double seam.
Description:
Extraneous metal at the side seam lap area having the shape of the section of body blank that is normally cut away prior to the formation of the side seam hooks.
Common sources:
- Notching die failed to make a clean cut

7.3.12 Defect: Off-register body blank coating
Classification:
An off register body blank coating is considered a serious three piece can defect when complete soldering of the side seam is not possible.
Description:
An off register or misplacement of the inside and/or outside coating. This may result in coating of the margin(s) along the body blank edges which will form the side seam. This misplaced coating prevents soldering. The side seam margin will appear elsewhere on the can body giving the can a turned appearance.
Common sources:
- Off register coating application
- Off register slitting of sheets into body blanks


7.3.13 Defect: Open or weak lap
Classification:
Open or weak lap is considered a serious three piece can defect if the solder bond at the lap is broken either before or after flexing the lap inward 2.4 mm (3/32").
Description:
A condition where light finger pressure on an empty can will cause the bonded (soldered) lap joint to open. When empty cans with weak laps or open laps are seamed, the lap joint solder frequently fractures resulting in an open lap and leakage. Such an open lap is sometimes difficult to observe, and cans with this defect appear "normal" except for gross liquid loss.
Common sources:
- Solder temperatures too hot or too cold
- Improper or insufficient flux during soldering
- Laps insufficiently tightened (see section 3.3.1)


7.3.14 Defect: Out of square body
Classification:
An out-of-square body is considered a serious three piece can defect.
Description:
A can body with a step in the flange of the lap area due to the lap members being misaligned by 0.79 mm (1/32") or more. Also called "high ends".
Common sources:
- Misalignment of the body blank edges during formation of the side seam
- Out-of-square body blank


7.3.15 Defect: Solder pellets
Classification:
The occurrence of extraneous, loose or easily dislodged solder pellets, flakes, or strings of solder are considered serious as a product contaminant. The presence of solder pellets will seldom compromise can integrity, unless they are in the double seam (see seam inclusions 7.5.19).
Description:
The presence of solder droplets or pellets adhering to the inside surface adjacent to the side seam of the open-top can. Solder pellets are considered foreign material in the can.
Common sources:
- Solder splash during the side seam soldering operation

7.3.16 Defect: Turned back lap
Classification:
A turned back lap is considered a serious three piece can defect.
Description:
A condition where one of the overlapping edges (laps) of the can body has been turned back during formation of the side seam. Such a defect will most probably result in an open (leaking) side seam.
Common sources:
- Damaged slit notch (a step in forming the lap)


Three piece welded
7.3.17 Defect: Burned weld
Classification:
A burned through weld is considered a serious weld defect.
Description:
Excessive local heat due to the presence of foreign materials. This results in a burned through condition.
Common sources:
- Foreign material in weld, for example, inside or outside coating, dirt, oil or grease
- Contaminated weld wire


7.3.18 Defect: Open weld
Classification:
An open weld is considered a serious weld defect.
Description:
An incomplete or parted side seam weld bond.
Common sources:
- Incorrect side seam overlap
- Insufficient current
- Damaged or defective body blank
- Tapered side seam overlap
- Cold or weak weld


7.3.19 Defect: Turned corner
Classification:
A turned back corner is considered a serious weld defect.
Description:
A triangular hole at either end of the side seam.
Common sources:
- Corner of body blank turned back prior to welding
- Unwelded or weakly welded area of side seam turned back during flanging and/or double seaming operation







Two piece integral end
7.3.20 Defect: Flange burrs
Classification:
Flange burrs are considered as serious can manufacturing defects if the burr protrudes greater than or equal to 0.50 mm (0.020"). Flange burrs are considered minor can manufacturing defects, if the burr protrudes between 0.50 mm and 0.25 mm (0.020" and 0.010").
Description:
A rough protrusion of metal plate (a burr) on the cut edge of the flange.
Common sources:
- The flange trim press does not cleanly shear the flange to the desired length

7.3.21 Defect: Fluted body
Classification:
A fluted body defect is generally considered a minor defect. If the flutes extend into the flange area it is considered a serious defect, when the degree of wrinkling is sufficiently pronounced so as to interfere with the formation of double seams, compromising its integrity.
Description:
One or more deep wrinkles on the tapered body.
Common sources:
- Can body moves during the drawing operation

7.3.22 Defect: Fractured bottom profile
Classification:
Fractured bottom profile is considered a serious two piece can defect if:
- there is a complete fracture of the countersink radius; or
- the metal stress on the countersink radius weakens or scores the metal at the radius and a fracture is imminent
Description:
A fractured bottom profile radius of a two piece style can or a pinched bottom profile radius which may fracture during processing or handling.
Common sources:
- Inadequate lubrication of the plate prior to drawing
- Misaligned punch and die



7.3.23 Defect: Incomplete bottom profile
Classification:
An incomplete bottom profile is considered a minor two piece can defect provided that the can does not buckle during retorting.
Description:
The integral end profile is not completely formed. This end is then weaker and may buckle during retorting.
Common sources:
- The punch does not complete its stroke into the die


7.3.24 Defect: Malformed abuse bead
Classification:
A malformed or incomplete abuse bead is considered a serious can manufacturing defect if the metal plate is deeply abraded or creased.
Description:
The abuse bead on the two piece body is misaligned or incomplete. The metal plate may be abraded, creased or dented to varying degrees.
Common sources:
- The can slips during the beading operation resulting in an incomplete abuse bead
- The can misfeeds at the entrance to the beading machine



7.3.25 Defect: Scrap-in-die marks
Classification:
Scrap-in-die marks are considered serious can manufacturing defects if:
- the metal plate is fractured; or
- the marks are sharp, angular, deep impressions and indicative of potential fracture with handling; or
- the marks have broken the inner coating, exposing metal which will react with a corrosive product; or
- the formation of the flange is affected
Scrap-in-die marks are considered minor can manufacturing defects if the marks are smooth, round, and the impressions are shallow.
Description:
An abnormal mark or impression in the metal plate which may vary in size, shape, and depth. If the scrap mark affects the formation of the flange, double seam defects may result.
Refer to the section on damaged coating (7.7.7) for additional information on fractured coating.
Common sources:
- Pieces of metal plate (scrap) or other foreign material caught in the die during formation of the two piece can body




7.3.26 Defect: Wrinkled flange
Classification:
Wrinkled flange is considered a serious two piece can defect when the degree of wrinkling is sufficiently pronounced so as to interfere with the formation of the double seam, compromising its integrity.
Description:
Wrinkles in the walls of a two piece style can body extending into the flange area. The resulting flange thickness may be outside of guidelines, or wrinkles may form open channels through the double seam.
Common sources:
- Improper drawing characteristics of the metal plate, such as temper
- Can body blank moves during the drawing operation



Other can body defects
7.3.27 Defect: Coating inside out
Classification:
Coating inside out is considered a serious defect for three piece cans and for two piece cans, if the metal is exposed to a corrosive product, otherwise coating inside out is considered a minor defect for two piece cans.
Description:
The inside coating is on the outside of the can, and the outside coating, if present, is on the inside of the can. In three piece cans, this results in coating being present in the area to be soldered which will preclude complete soldering of the side seam. In two piece cans, the hermeticity of the can will not be affected, however, the incorrect (outside) coating, if present, will be in contact with, and may react with, the product.

Two piece cans

Three piece cans


7.3.28 Defect: Double body
Classification:
A double body is considered a serious can body defect for both two piece and three piece cans.
Description:
In a three piece can, this defect occurs when 2 body blanks form the body of one can. The double seams are often thicker and longer but otherwise normal in appearance. Often the outer body will buckle and the side seam may appear mislocked or incompletely soldered.
Common sources:
- Two body blanks which are "stuck together" when fed into the body maker
- One body cylinder slid inside the other following formation of the cylinders on the roll former of three piece cans
- Two tapered two piece bodies nested tightly together
- Two pieces of metal plate formed together into a two piece body


Three piece cans

7.3.29 Defect: Incomplete flange
Classification:
An incomplete flange is considered serious if the flange is reduced by 0.4 mm (.016") or more. An incomplete flange is considered minor if the flange is reduced by less than 0.4 mm (.016").
Description:
Clips or cuts in the flange resulting in reduced or zero overlap in the double seam.
Common sources:
- Plate misfeed under die
- Inadequate trim allowance on strip
- Plate moves during the draw
- Starting flange on drawn can (1st operation) too short






7.4 Can end manufacturing defects
7.4.1 Defect: Burrs on curl
Classification:
Burrs on curl are considered serious can end manufacturing defects if the burr protrudes greater than or equal to 0.5 mm (.020"). Burrs on curl are considered minor can end manufacturing defects if the burr protrudes between 0.5 mm and 0.25 mm (0.020" and 0.010").
Description:
A rough protrusion of metal plate (a burr) on the cut edge of the curl.
Common sources:
- The end press does not cleanly shear the curl to the desired size
No photo available
7.4.2 Defect: Double end
Classification:
A double end is considered a serious container defect.
Description:
Two ends are seamed onto one end of a can body. The double seam has the appearance of additional thickness and length, and may have numerous droops or vees along the double seam.
Common sources:
- Two strips of end plate are stuck together as they enter the end press. The resulting ends have 2 thicknesses of plate that are curled together and only the inner end is compound lined
- Two independently formed ends are stuck together and double seamed onto a body





7.4.3 Defect: Excessively deep or weak scoreline
Classification:
Excessively deep scoreline is considered a serious can end manufacturing defect if any of the following conditions are present:
- the scoreline is fractured; or
- scorelines are not within can maker's guidelines (see description below)
Other serious scoreline defects are:
Description:
The scoreline is a thin single or double line around the end panel where the plate gauge is mechanically reduced by the scoring punch. If the panel is scored too deeply it may fracture or be weakened to the extent that it will break during processing or handling.
An excessively deep scoreline defect should be assessed with reference to the can maker's guidelines, which must include the minimum residual thickness of the scoreline. Its resistance to leakage testing, dye testing or scoreline testing may also be used.
Common sources:
- Defective manufacture (such as excessive score depth)
- Corrosion on scoreline (internal or external)
- Embossing on or near scoreline
- Damaged pull tab (scoreline has been stressed due to movement of pull tab)
- Physical abuse or stressing of scoreline
- Defective metal plate
- Canning defects due to processing deficiencies (such as overfilling of cans)
No photo available.
7.4.4 Defect: Faulty sealing compound
Classification:
- Serious
- If the faulty compound or faulty application precludes the formation of an hermetic seal (compound skips, missing compound, dried out or runny compound) or if the compound interferes with the formation of the double seam (excess compound).
- Minor
- If the compound is smeared on the inner surface of the end panel as it is non-toxic and does not impart off-odours or off-flavours.
Description:
The improper application of the sealing compound to the can end. The result can be excessive sealing compound, uneven distribution of compound, voids or gaps in the compound on the inside of the end curl. Other faults may be smearing of the sealing compound elsewhere on the end or spraying the sealing compound on the outside of the end curl (called "dirty ends").
Common sources:
- Plugged or partially plugged compound lining nozzle
- Improper feed of ends to sealing compound applicator
- Faulty compound formula





7.4.5 Defect: Incomplete curl
Classification:
An incomplete curl is considered as a serious can end manufacturing defect if the curl is reduced by more than 0.4 mm (0.016").
An incomplete curl is considered as a minor can end manufacturing defect if the curl is reduced by less than 0.4 mm (0.016").
Description:
Clips or cuts in the end curl resulting in loss of overlap.
Common sources:
- Plate misfeed under die

7.4.6 Defect: Pull tab rivet fracture
Classification:
A fractured pull tab rivet is considered a serious defect.
Description:
A break in that portion of the end panel from which the rivet is formed.
Common sources:
- Pull tab not properly aligned with rivet maker
- Rivet flattened too tightly
- Lack of lubricant on the rivet area during drawing
No photo available.
7.4.7 Defect: Scrap-in-die marks
Classification:
Scrap-in-die marks are considered serious can end manufacturing defects if:
- the metal plate is fractured; or
- the marks are sharp, angular, deep impressions and indicative of potential fracture with handling; or
- the marks have broken the inner coating exposing metal which may react with the product; or
- formation of the flange is affected
Scrap-in-die marks are considered minor can end manufacturing defects if the marks are smooth, round, and the impressions are shallow.
Description:
An abnormal mark or impression in the metal plate which may vary in shape, size, and depth. If the scrap mark affects the formation of the curl, double seam defects may result.



7.4.8 Defect: Wrinkled curl
Classification:
A wrinkled curl is considered as a serious can end manufacturing defect when the degree of wrinkling is sufficiently pronounced so as to interfere with the formation of the double seam, compromising its integrity.
Description:
Wrinkles formed in the curl of can ends. The resulting curl thickness may be outside of guidelines, or wrinkles may form open channels through the double seam.
There are certain cases in which a certain degree of wrinkling in the curl of the can end is introduced by the design of the can end. If such is the case, the wrinkles will be considered as a defect when they are outside of the guidelines of the can end maker.
Common sources:
- Faulty curler setting


7.5 Double seam defects
7.5.1 Defect: Broken chuck
Classification:
A broken chuck is considered a serious seam defect, due to absence of tightness at the point of the defect.
Description:
A portion of the double seam which is not properly ironed-out because of a void in the chuck lip (insufficiently tight), and appearing as an irregularity on the countersink wall of the seam.
Common sources:
- Chipped seaming chuck caused by a jam-up, or improper set-up



7.5.2 Defect: Clinched only
Classification:
Clinched only is considered as a serious double seam defect.
Description:
Only the clinching operation was completed. Cans are removed to check the clinching operation; these cans must be replaced so that the seaming operation will be completed.



7.5.3 Defect: Cutover
Classification:
A cutover is a sharp seam that has fractured and is considered a serious seam defect. A sharp seam is considered a minor seam defect.
Description:
A sharp seam is a sharp fin of metal formed when the seaming panel radius of the end is forced over the top of the seaming chuck flange during the seaming operation. Cutovers are sharp seams which have fractured and often occur at the crossover and with product inclusions but may occur all the way around the double seam; are best detected by running a finger around the inside of the seam.
Alternate terms: wire edge, feather, feather edge
Common sources:
- Excessive solder in the lap
- Worn seaming chuck
- Worn seaming rolls
- Chuck set too low in relation to first operation seaming rolls
- Second operation rolls set too tight
- Excessive base plate pressure
- Vertical play in the seaming head
- Excessively long body hook
- Inclusion of product in the seam
- Excessive sealing compound







Cutovers are often accompanied by other external double seam defects (as shown above KDC with Cutover)
7.5.4 Defect: Cut-down flange (CDF)
Classification:
A cut-down flange is considered a serious seam defect due to the absence of overlap.
Description:
A portion of the body flange which is torn or cut with part of the flange turned back against the can body, without being engaged with the end hook, and may protrude below the bottom of the normal seam. Severe forms of this defect result in a hole in the can body just below the double seam.
A unique type of CDF is the "index fault" found on reformed cans which consists of a characteristic tear in the flange approximately 10-15 mm from the reform ridge on the can body, due to flange damage caused by the reformer picker finger.
Common sources:
- Flange damage during handling of open top cans
- Flange damage during filling
- Flange damage from other canning line equipment
- Flange damage from the grip chain during formation of the can body cylinder
- Mis-indexing of collapsed can body blanks during reforming





7.5.5 Defect: Droop
Classification:
The only true assessment is done in a teardown where optical seam measurements of the overlap and seam tightness are assessed applying can manufacturing guidelines.
Any droop assessed as having 25% or less optical overlap will be classified as a serious double seam defect.
Any droop assessed as having 25% to 50% optical overlap will be classified as a minor double seam defect.
When a visual assessment is carried out, the droop will be considered a serious double seam defect if it extends more than 20% of the seam length, or more than 1 cm (⅜") along the seam, or if there is more than one droop on the double seam (confirmation of the classification must be from optical overlap measurements as indicated above).
Description:
A smooth projection of the end hook of the double seam below the bottom of the normal seam. A droop which shows signs of second operation roll marks will be assessed for classification in terms of overlap; otherwise see fractured seam (7.5.7).
Common sources:
- Inclusion of product or foreign material in the double seam
- Excessive amount or unequal distribution of sealing compound
- First operation seam too loose or too tight
- Worn first operation roll groove
- Body hook too long






7.5.6 Defect: False seam
Classification:
A false seam is considered a serious seam defect due to the absence of overlap.
Description:
A defect where a portion of the body flange is bent back against the body, without being engaged with the end hook, but does not protrude below the bottom of the end hook radius. This is similar to a knocked-down flange defect where the body flange is visible below the end hook radius. This defect is difficult to observe and requires close visual inspection of the underside of the double seam where sometimes 2 layers of metal can be seen. Confirmation of this classification often requires a seam cut to observe the configuration of the end curl and body flange.
Common sources:
- Flange damage (bent flange) during shipping, depalletizing, filling the can; from feed screw, the clincher, the seamer; or from product or foreign material on the flange
- Mushroomed can flange
- Damaged or bent end curl
- Misalignment of can during assembly










7.5.7 Defect: Fractured seam
Classification:
A fractured seam is considered a serious seam defect when the metal is fractured.
Description:
A fracture or break in the end hook radius. This defect may be difficult to observe without magnification. Seams which show second operation roll marks should be closely examined for this defect, particularly at the side seam or if a droop is present.
Sometimes designated: Cut Seam (see cut seam 7.7.5)
Alternate term: split droop
Common sources:
- Seam too tight
- Excessive solder in the lap
- Defective end plate
- Excessive sealing compound
- Inclusion of product or foreign material in the seam
- Excessively long end hook resulting from first operation being too tight






7.5.8 Defect: Insufficient overlap
Classification:
Any portion of the double seam having an optical overlap of less than 25% of the internal seam length is considered to contain a serious double seam defect.
Description:
The can manufacturer provides a guideline for each can size and style outlining the seam measurements and tolerances for which the double seam was designed to ensure an hermetic container. Adequate overlap is an essential requirement for the integrity of a double seam.
The body and end hooks must overlap sufficiently to ensure that the sealing compound is properly held under compression with the correct seam tightness. Calculating overlap by formula provides only an estimate of the overlap. There is no accurate substitute for optical measurement.
Common sources:
- Improper mechanical interlocking of the body flange and end curl
- Incorrect setting of seaming rolls, lifters or base plate loads
- The presence of other material in the seaming areas (for example, product, excess solder, excess sealing compound, foreign material)
- Damaged or incomplete flanges or curls
No photo available.
7.5.9 Defect: Jumped seam
Classification:
A jumped seam is considered a serious seam defect due to inadequate seam tightness.
Description:
Externally, this defect may appear as a looseness of the seam at one side of the crossover. Internally this defect appears as 2 or 3 looseness wrinkles at one side of the crossover. The defect occurs when the seaming rolls jump off the extra thickness of the crossover area. The side of the crossover on which the defect occurs depends on the seaming roll direction in relation to the crossover.
Common sources:
- Operation of the closing machine at excessive speed
- Sluggish acting second operating seaming roll cushion spring
- Second operation seaming roll cushion spring too weak. This defect would be identified on tear down
- Broken cushion spring. This defect would be observable externally
- Can lap too thick at double seam area
- Excessive external solder at can body lap
- Insufficient seam tightness setting

7.5.10 Defect: Key tab not properly tucked
Classification:
Key tab not properly tucked is considered a serious double seam defect if:
- there is insufficient overlap (see 7.5.8) present at the key tab area of the double seam; or
- there are vees present adjacent to key tab; or
- there is evidence of leakage
Description:
The key tab portion of end curl not properly incorporated into the double seam resulting in reduced or no overlap. The key tab may be cocked (crooked) or extended downward (partially or completely). Vees may be present on either side of the key tab and the double seam may be fractured.
Common sources:
- Defective/damaged can end
- Defective/damaged body flange
- Improper adjustment of seamer
- Worn 1st or 2nd operation rolls
- Overfilling of cans with product
- Defective sealing compound


7.5.11 Defect: Key tab seamed to inside
Classification:
A key tab seamed to the inside of the double seam is considered a serious double seam defect.
Description:
The key tab is not visible from the exterior of the can. There may be vees on either side of the area where the key tab is normally located. The tab is seen on the inside of the can when opened.
Common sources:
- Misfeed of the end to the double seamer
- Key tab damaged prior to seaming


7.5.12 Defect: Knocked-down curl (KDC)
Classification:
A knocked-down curl is considered a serious double seam defect due to the absence of overlap.
Description:
A portion of the end hook which is not engaged with the body hook but is turned down against the can body exposing the cut edge of the end plate. Variations of this defect can range from a 'V' with the edge of the end plate exposed, to complete knocking-down of the end hook all the way around the can.
Common sources:
- Inclusion of product or foreign material in the seam
- Chuck set too low in relation to the base plate
- Damaged or bent end curl
- Misalignment of can during assembly











7.5.13 Defect: Knocked-down end (KDE)
Classification:
A knocked-down end is considered a serious seam defect, due to the absence of overlap.
Description:
Severe distortion of the can end, as though struck by a downward blow inside the countersink, such that the hooks are disengaged or fail to engage, and part of the curl is pulled back to expose the flange. In severe forms of this defect the end curl is pulled back to expose (form) a hole in the can end.
Alternate term: pushed-in bottom
Common sources:
- Scrap jammed in the seaming head






7.5.14 Defect: Knocked-down flange (KDF)
Classification:
A knocked-down flange is considered a serious seam defect due to the absence of overlap.
Description:
A portion of the body flange which is bent back against the body, without being engaged with the end hook, and protruding below the bottom of the end hook radius. This is similar to a false seam defect where the body flange is not readily visible below the end hook radius. Severe forms of this defect involve knocking-down of both the flange and body leaving a distinctive gap between the can end and body. When caused by a feed screw (spacer) on the canning line, the defect has a distinctive "V"-shaped dent to the flange and body with a "signature" scratch down the centre.
Common sources:
- Flange damage during filling
- Flange damage during shipping or depalletizing
- Flange damage from canning line screw feed
- Flange damage from the clincher or seamer
- Flange damage from product or foreign material on the flange
- Mushroomed can flange
- Damaged or bent end curl
- Misalignment of can during assembly








7.5.15 Defect: Loose seams
Classification:
A loose seam is considered a serious double seam defect if:
- seam tightness is less than the minimum required by the can manufacturer's guidelines; or
- for round can product where can manufacturer's published guidelines are not available, tightness ratings as specified in table 4.1.5 will be applied; or
-
containers which are non-round and are designed for no vacuum, and where can manufacturer's guidelines are not available, tightness ratings are less than 50%, and for other non-rounded containers and where manufacturer's guidelines are not available, tightness ratings as specified in table 4.1.5 will be applied; or
- there is any evidence of leakage; or
- the percentage "free space" exceeds 33% of the combined metal thickness comprising of the double seam or the percentage "compactness" is less than 75% in the prime sealing area
Description:
A loose seam is normally characterized by one or more of the following conditions: rounded appearance of the double seam profile (a bowed seam configuration); seam thickness which exceeds accepted can manufacturer's guidelines; the can has a faint or no pressure ridge; and a low tightness rating. In severe examples of loose seams, the body hook and the end hook of a cut out (seam saw cross section) double seam may slide apart. This slippage condition in the double seam would demonstrate loose seam condition.
Common sources:
- Loose 1st operation
- Loose 2nd operation
- Worn 1st or 2nd operation rolls
- Improper roll profile
- Defective can end
- Poor can end design
- Pre-wrinkle in seaming panel or end curl


7.5.16 Defect: No second operation
Classification:
No second operation is considered as a serious double seam defect.
Description:
Only the first operation was completed. Cans are removed to check the first seaming operation; these cans must be replaced so that the second operation seaming will be completed.



7.5.17 Defect: Pleats
Classification:
A pleat is considered a serious defect if the pleat extends to the bottom of the double seam.
Description:
A pleat is a fold in the end hook which may be accompanied by a small vee-shaped projection of the end hook radius and the metal of the fold may be fractured. A pucker is intermediate between a wrinkle and a pleat, where the end hook is locally distorted downwards; it may or may not be externally visible.
Common sources:
- Clincher or first operation rolls set too loose
- Worn rolls
- Second operation rolls set too tight will aggravate the pleat or pucker
- Poor can end design
- Residual wrinkle along end curl


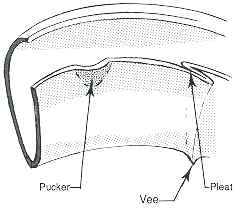




7.5.18 Defect: Pucker
Classification:
A pucker is considered a serious defect if there is insufficient overlap (see 7.5.8).
Description:
A pucker is intermediate between a wrinkle and a pleat where the end hook is locally distorted downwards; it may or may not be externally visible.
Common sources:
- Clincher or first operation rolls set too loose
- Worn rolls
- Second operation rolls set too tight will aggravate the condition
- Poor can end design
- Residual wrinkle along end curl




7.5.19 Defect: Seam inclusions
Classification:
Seam inclusions are considered as serious double seam defects.
Description:
Extraneous material or product included in the double seam.
Common sources:
- Product over flange
- Scrap metal from a filler jam up
- Solder pellets



7.5.20 Defect: Side seam droop
Classification:
The only true assessment is done in a teardown where optical seam measurements of the overlap and seam tightness are assessed applying can manufacturing guidelines.
Any side seam droop assessed as having 25% or less optical overlap will be classified as a serious double seam defect.
Any side seam droop assessed as having 25% to 50% optical overlap will be classified as a minor double seam defect.
When a visual assessment is carried out, the droop will be considered a serious double seam defect if it extends more than 20% of the seam length, or more than 1 cm (⅜") along the seam, or if there is more than one droop on the double seam (confirmation of the classification must be from optical overlap measurements as indicated above).
Description:
A smooth projection of the end hook of the double seam below the bottom of the normal seam at the crossover. A slight droop at the crossover may be considered normal because of the additional plate thicknesses incorporated in the seam structure. However, excessive droop at this point is not acceptable.
Common sources:
- Excess external solder at the can body lap
- Can lap too thick at the double seam area (thick lap)



7.5.21 Defect: Spinner
Classification:
A spinner is considered a serious seam defect due to inadequate tightness.
Description:
A spinner is an incompletely ironed out double seam. It occurs when the chuck slips on the can end. This defect is characterized by part of the seam having normal thickness and part of the seam being loose (thick). This defect may be accompanied by a scuffing of the countersink wall radius caused by the chuck slipping. First operation spinner shows signs of vees around can, second operation spinner has incomplete double seam.
- Deadhead
- This terminology applies for can revolve closing machines.
- Spinner
- This terminology applies for can standstill closing machines.
Alternate terms: deadhead, skidder, incomplete double seam
Associated Conditions: scuffed seam
Common sources:
- Insufficient lifter pressure
- Improper end fit with chuck, size or taper, either too loose or too tight
- Worn seaming chuck
- Incorrect pin height setting. Chuck set too high in relation to base plate
- Seaming rolls binding
- Oil or grease on seaming chuck or lifter
- Any vertical play of seaming chuck spindle
- Improper timing
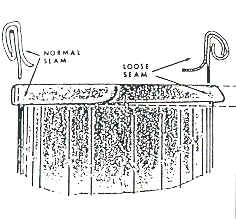

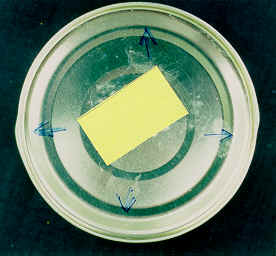

7.5.22 Defect: Vee
Classification:
Vees are considered to be serious double seam defects due to the absence of overlap at the point of the vee.
Description:
A sharp 'V' shaped projection of the end hook of the double seam below the bottom of the normal seam which results in no overlap.
Alternate terms: lip, spur
Common sources:
- Inclusion of product/bones or foreign material in the double seam
- First operation seam too loose
- Worn first operation roll groove



Multiple defects may occur - as shown a knocked down curl plus a serious vee





7.6 Other manufacturing defects
7.6.1 Defect: Misembossing
Classification:
Misembossing is considered a serious can end defect if:
- the metal shows signs of fracture at the the point of embossing; or
- any part of the embossing has struck a sensitive area such as an easy open pull ring or scoreline
Description:
Misembossing includes sharp, illegible, misplaced, or multiple embossing. Sharp embossing may fracture the coating, leading to corrosion and perforation, or it may fracture the metal plate. Misplaced embossing which interferes with the pull tab or is on the scoreline or reinforcement lines or rings is likely to cause a fracture of the metal plate.
Common sources:
- A can end going through the embosser twice
- Excessive embossing pressure
- Mismatched embossing dies
- Misfeed of can into embosser





7.6.2 Defect: Overfill, flipper, springer and swell
Classification:
Must be treated as a serious container defect unless testing proves otherwise.
Description:
The terms overfill, flipper, springer, and swell are used to describe cans which have end(s) distended to varying degrees from several causes. The cans must be checked for microbial growth, chemical reaction such as hydrogen gas production, internal corrosion or weight.
Common sources:
- Overfilling or failure to draw a proper vacuum
- Microbial spoilage with gas production resulting from under processing
- Microbial spoilage with gas production resulting from post-process contamination
- Microbial gas production during time lag between closing and processing
- Hydrogen gas production from a chemical reaction of product with the metal plate


7.6.3 Defect: Panelling
Classification:
Panelling is considered a serious container profile defect if the can body has been sharply distorted such that the internal coating has fractured or the double seam or side seam has been distorted.
Description:
A permanent distortion (collapsing) of the can body generally observed on larger sized containers. Appears as flat, vertical panels or indentations of the can body.
Common sources:
- Excessive closure vacuum
- Excessive external pressure on the can during processing
- Excessive pressure during cooling
- Inadequate plate gauge or temper


7.6.4 Defect: Peaked can
Classification:
A peaked can is considered a serious container profile defect if the can end has been sharply distorted such that the metal plate or coating has fractured or the double seam has been distorted.
Description:
A permanent outward distortion of the can end in the form of pyramidal-like deformities near the double seams, resulting from a large differential between internal and external container pressures. Excessive peaking will adversely affect the integrity of the double seam.
Alternate terms: buckling, buckled end
Common sources:
- Insufficient closure vacuum
- Insufficient external pressure during cooling
- Incipient spoilage before processing, resulting in vacuum loss
- Inadequate plate gauge or temper of the end plate
- Overfilling of the can


7.7 Handling defects
7.7.1 Defect: Abrasion
Classification:
Abrasion is considered a serious container defect when the metal has been reduced to less than 50% of its normal thickness.
Description:
A mechanical wearing of the metal plate. Abrasion results in the weakening of the metal plate making the abraded area susceptible to either fracture or corrosion which could eventually perforate the metal plate.
Common sources:
- The action of moving cable or metal conveyors on stationary cans. This may occur with either empty or filled cans
- Cans being moved against stationary objects with sharp parts. For example loading cans into damaged or rusted retort baskets




7.7.2 Defect: Chalky side seam
Classification:
Chalky side seam is considered a minor side seam defect.
Description:
Chalky white deposits or corrosion on the side seam solder, which are unlikely to develop into a rusting condition.
Common sources:
- Alkaline boiler water carry over in the 8.0 to 9.0 pH range
- "Green" or wet pallet boards
- Salt air exposure and/or high humidity
- May be noted on cans stored for an extended period of time under unfavorable storage conditions


7.7.3 Defect: Corrosion
Classification:
Corrosion is considered to be a serious container defect if:
- the corrosion causes pitting; or
- the corrosion is on any sensitive area of the container such as the scoreline
Description:
The deterioration of the metal plate from the inside or the outside of the container as a result of chemical reaction which can lead to penetration of the metal plate. Most commonly seen is external corrosion (rust) due to dampness (see also coating skips 7.2.2).
Common sources:
- Wet cans due to either excessive post-process cooling or insufficient tipping time (drainage) following retorting
- Improper temperatures and humidity levels in the warehouse
- Cans unprotected from weather during transport or storage








7.7.4 Defect: Crushed
Classification:
A crushed can is considered a serious container defect.
Description:
An extreme mechanical deformation of the metal container.
Common sources:
- Misfeed of the filled can in conveying equipment
- Transit damage




7.7.5 Defect: Cut seam
Classification:
A cut seam is considered a serious double seam defect.
Description:
The physical tearing or cutting through of the outer layer of metal plate on the double seam, such that the inner layers of the double seam are exposed and the integrity of the double seam is compromised.
Alternate terms: torn seam, cable cut
Sometimes designated: fractured seam (see 7.5.7)
Common sources:
- Cans contacting weld beads or rough metal during conveying
- Mishandling of the metal containers either during pre-processing or post-processing
- The action of moving cable on stationary cans



7.7.6 Defect: Damage to scoreline/pull tab
Classification:
Damage to scoreline and/or pull tab is considered a serious can handling defect when:
- the scoreline is broken at the point of the tab; or
- the rivet is fractured or broken; or
- there is any evidence of loss of hermeticity
Description:
A pull tab which has been twisted or distorted out of the horizontal or parallel plane with the can end. The scoreline may be pierced by the point of the tab, possibly resulting in leakage. The pull tab rivet may have been fractured or broken.
Common sources:
- Defective can ends
- Physical abuse
- Embossing on or near the scoreline
- Weak scoreline - exterior rust on scoreline (tin or tin free ends)
- Weak scoreline - interior corrosion on the scoreline
- Defective or damaged pull tab (score pierced by the point of the tab)
- Weak scoreline - excessive score
- Canning defects - overfilling, double seamer adjustment problems

7.7.7 Defect: Damaged coating
Classification:
Damaged coating is considered a serious material handling defect if metal is scored and the product packed is corrosive.
Damaged coating is considered a minor material handling defect when exposed metal is not susceptible to rust and corrosion.
Description:
Obvious physical damage to either the inside or outside coated surface of the can end or can body which exposes bare metal, such as scratches, rub or scuff marks, essentially cosmetic in nature, but susceptible to corrosion (see corrosion - 7.7.3).
While fracture of the metal plate is obviously a loss of hermetic seal, the fracture of the coating may or may not result in reaction of the metal with the product or loss of hermetic seal. Where the metal is coated with tin and then overlayered with an organic coating, there is a double system of protection. If the product is very aggressive to tinplate, then the organic coating is very important. If the product is not aggressive to tinplate, then the loss of the organic coating is not important, especially if there is no reduction in expected shelf life of the product.
Common sources:
- Mishandling of the coated metal plate used to manufacture can bodies or ends
- Mishandling of the can bodies or ends following manufacture, that is to say, during shipping, storage, processing and subsequent handling


7.7.8 Defect: Damaged curl/flange
Classification:
A damaged end curl is considered a serious handling defect when the end curl interferes with the double seam formation.
A damaged flange is considered a serious handling defect when damage extends more than 0.8 mm (1/32") from the normal flange level or is of sufficient size to cause a defective double seam.
Description:
A dented, bent or deformed end curl on the can end(s) or flange on can body such that it may cause seaming difficulties such as can end feed jam-ups and defective double seams.
Common sources:
- Mishandling of the can ends or can body during the manufacturing process, in transit handling and in storage, or during use in the cannery
- Machine damage during manufacture
- Scrap-in-die damage or deformation of the metal plate








7.7.9 Defect: Dent
Classification:
A dent is considered a serious container defect if the can body or end has been sharply distorted such that:
- the containers have bulged one or both ends, other than pressurized containers; or
- the body dent has pulled on the double seam such that the distortion of the end seam exceeds the countersink depth of that specific can size and results in the double seam dimensions being outside of the can makers published guidelines; or
- the metal plate has fractured, or the fracture of the coating has exposed metal which may react with a corrosive product; or
- the container shows evidence of content leakage
Description:
The pronounced mechanical distortion of the metal container resulting in either significant reduction of the internal volume of the container or deformity of the can end or body, the double seam, or the side seam. Dents may crease the metal plate which may adversely affect the internal coating causing susceptibility to corrosion. Dents may distort the double seam or side seam such that vacuum loss may occur.
Common sources:
- Mishandling of the empty or filled cans during conveying, transporting, labelling, or preparing the product for marketing







Lower limit of a serious body dent. Body dent is sharp and deep and the double seam has been pulled down below the level of the countersink depth of the can.





Upper limit of a minor body dent. Body dent is sharp and deep. Need to assess the inside coating for possible fractures, if the contents are considered as being a corrosive product which will react with the container, and the double seam has been distorted so that the dimensions are outside of the can maker's guidelines.
7.7.10 Defect: Double seam dent
Classification:
A double seam dent is considered a serious defect when:
- the dent is sharp (V-shaped), and fails the leak, pressure, vacuum or dye tests; or
- the containers have bulged one or both ends as a result of the impact to the double seam; or
- the container shows evidence of content leakage
Description:
The mechanical deformation of the double seam (can rim) of the container, caused by a sharp blow or excessive mechanical force to the double seam. Double seam (rim) dents can adversely affect the integrity of the double seam resulting in a potential for post-process contamination.
Common sources:
- Mishandling of the closed can either during pre-processing or post-processing. Post-processing is anytime after retorting, during labelling, transport or storage


7.7.11 Defect: Foreign contamination inside
Classification:
Foreign contamination inside the can is considered a serious defect.
Description:
Any observable amount of oil, grease, glue or dirt which is present on the inside surface of can ends or can bodies.
Common sources:
- Grease or oil dripping from machines
- Excess material being deposited during manufacture
- Contamination during storage or handling of empty cans or can ends

7.7.12 Defect: Punctured
Classification:
A puncture is considered a serious container defect.
Description:
The complete penetration through the metal plate of the can body or end by a sharp object such that there is loss of hermeticity.
Common sources:
- Punctures from sharp corners of equipment
- Punctures from sharp objects such as staples
- Cuts or gashes from knives or similar tools
- Punctures from forks on lift trucks


7.7.13 Defect: Scored
Classification:
A scored can end or can body is considered a serious can handling defect.
Description:
A sharp linear stressing (deformation) of the metal plate such that either the metal plate is fractured (has failed), or there is potential for failure due to corrosion or stress from normal handling.
Common sources:
- Deep scratching of the metal plate surface on either the inside or the outside of the container


8.0 Glossary (English-French)
- Sujets A
- Sujets B
- Sujets C
- Sujets D
- Sujets E
- Sujets F
- Sujets G
- Sujets H
- Sujets I
- Sujets J
- Sujets K
- Sujets L
- Sujets M
- Sujets N
- Sujets O
- Sujets P
- Sujets Q
- Sujets R
- Sujets S
- Sujets T
- Sujets U
- Sujets V
- Sujets W
- Sujets X
- Sujets Y
- Sujets Z
Letter A
| English | French |
|---|---|
| Abuse bead | Arête de corps ou jonc anti-choc |
| Abrasion | Abrasion |
| Acid salts corrosion | Corrosion acide, par sels acides |
| Area, pressure | Zone de serrage |
Letter B
| English | French |
|---|---|
| Base plate | Plateau de compression |
| Bead | Moulure, arête |
| Bead, abuse | Arête de corps ou moulure du corps |
| Bead, body | Arête de corps ou moulure du corps |
| Bead, bottom | Arête de fond ou jonc du fond |
| Bead, side | Arête de corps |
| Bead, stack | Arête de corps ou jonc d'empilage |
| Beader | Moulureuse |
| Beader flanger | Machine à moulurer et border ou moulureuse-bordeuse |
| Beading | Moulurage |
| Beading machine | Machine à moulurer ou moulureuse |
| Blank, body | Flan |
| Blown can | Boîte éclatée, éclatement, (fortement) bombée |
| Body | Corps, cylindre |
| Body bead | Arête de corps ou moulure du corps |
| Body, can | Corps de boîte ou cylindre de boîte |
| Body, cocked | Corps mal aligné |
| Body, double | Double corps |
| Body, fluted | Corps cannelé ou corps à facettes |
| Body blank | Flan |
| Body blank, inverted | Flan inversé ou flan retourné face pour face |
| Body buckle | Flambement |
| Body flange | Bord à sertir, rebord du corps ou bord tombé |
| Body hook | Crochet de corps |
| Body hook butting | Degré de croisure ou calage du crochet de corps |
| Body hook length | Longueur du crochet de corps |
| Body wall | Paroi du corps |
| Bodymaker | Machine à former les cylindres ou machine à former les corps |
| Bottom bead | Arête de fond ou jonc du fond |
| Bottom end | Fond de fabrication |
| Bottom profile | Profil du fond ou profil du fond de boîte |
| Buckle (body) | Flambement |
| Buckle (end) | Becquet, bec |
| Buckled can | Boîte avec becquets ou becs ou boîte becquée |
| Burned weld | Soudure brûlée |
| Burr | Bavure |
| Butting, body hooks | Degré de croisure ou calage du crochet de corps |
Letter C
| English | French |
|---|---|
| Can | Boîte, canette ou boîte de conserve |
| Can, metal | Boîte métallique |
| Can, sanitary | Boîte à conserve, boîte-conserve |
| Can body | Corps de boîte ou cylindre |
| Can ends | Fermetures de boîtes ou fonds de boîte |
| Can, drawn | Boîte emboutie |
| Can, easy open | Boîte à ouverture facile |
| Can, necked-in | Boîte avec rétreint ou rétrécissement ou boîte à rétreint |
| Can, peaked | Boîte avec becquets |
| Can, three-piece | Boîte trois pièces |
| Can, two-piece | Boîte deux pièces |
| Canner's end | Couvercle, bout du conserveur ou fond fermeture |
| Chalky sideseam | Oxydation de l'agrafe ou agrafe oxydée |
| Chuck | Mandrin |
| Chuck (seaming) | Mandrin de sertissage |
| Chuck lip | Lèvre du mandrin |
| Chuck wall | Lèvre du mandrin ou paroi de lèvre du mandrin |
| Chuck wall angle | Angle de la lèvre du mandrin |
| Chuck wall radius | Rayon de la lèvre du mandrin |
| Chuck spindle | Tige du mandrin ou arbre port-mandrin |
| Clincher | Accrocheuse ou clincheur |
| Clinching | Accrochage ou clinchage |
| Clipped curl | Ourlet incomplet |
| Clipped flange | Bord à sertir incomplet |
| Closing machine | Sertisseuse |
| Closing machine (can revolve) | Sertisseuse à boîtes rotatives ou tourantes |
| Coating | Revêtements organiques |
| Coating, inside out | Inversion |
| Coating skips | Manques du revêtement |
| Coatings, organic | Revêtements organiques |
| Cocked body | Corps mal aligné ou corps désaffleuré |
| Coil | Bobine, rouleau |
| Cold solder | Soudage imparfait ou soudure froide |
| Compound | Joint, joint élastique, joint en caoutchouc, joint d'étanchéité |
| Compound lining | Joint, joint élastique, joint en caoutchouc, joint d'étanchéité, jointage |
| Compound placement | Emplacement du dépôt de joint ou placement de joint |
| Compound smears | Projections de joint |
| Compound, sealing | Joint, joint élastique, joint en caoutchouc, joint d'étanchéité |
| Corrosion | Corrosion |
| Corrosion, acid salts | Corrosion acide, corrosion par sels acides |
| Countersink | Cuvette, contre-serti, cuvette de fond |
| Countersink radius | Rayon de la cuvette ou du contre-serti |
| Countersink wall | Paroi de la cuvette ou du contre-serti |
| Cover | Couvercle, fond du conserveur, fond fermeture |
| Cover hook | Crochet du fond ou du couvercle |
| Crack | Fissure |
| Cracked plate | Tôle, métal fissuré |
| Cross-over | Montage, surépaisseurs, zone de jonction du montage et du serti |
| Cross-section | Coupe transversale |
| Crushing | Écrasement |
| Curl, clipped or incomplete | Ourlet incomplet |
| Curl, cover | Ourlet, ourlet de fond |
| Curl, knocked down | Ourlet endommagé ou écrasé |
| Curler | Ourleuse |
| Curling machine | Ourleuse, machine à ourler |
| Cushion spring | Ressort amortisseur |
| Cut down flange | Bord à sertir déchiré |
| Cut-over | Serti coupant, fracture du sommet du serti |
| Cut seam | Serti déchiré ou coupé |
| Cutting edge | Arête de coupe, bord coupant, arête coupant |
Letter D
| English | French |
|---|---|
| Damaged | Endommagé |
| Deadhead | Serti incomplet, glissage, patinage, dérapage |
| Defect | Défaut, anomalie |
| Dent | Bosselure, coup, choc |
| Dent, rim | Serti entamé |
| Depth, countersink | Profondeur de la cuvette |
| Developer | Révélateur |
| Dial | Cadran |
| Die press | Presse à matrice |
| Double body | Double corps |
| Double end | Double fond |
| Double seam | Serti |
| Double seam cutting | Coupe transversale du serti |
| Double seam dent | Coup sur le serti |
| Double seam formation | Sertissage |
| Double seam, incomplete | Serti incomplet, glissage, patinage, dérapage |
| Double seamer | Sertisseuse |
| Doubleseaming | Sertissage |
| Drawn can | Boîte emboutie |
| Drawing | Emboutissage |
| Droop | Affaissement ou affaissement au montage du crochet de fond |
| Droop, split | Affaissement fissuré ou coupé |
| Droop, torn | Affaissement sectionné ou déchiré |
| Dye testing | Essai au colorant |
Letter E
| English | French |
|---|---|
| Easy open can | Boîte à ouverture facile |
| Easy open end | Fond à ouverture facile |
| Edge, cutting | Arête de coupe ou bord courant |
| Embossing | Marquage en relief ou estampage du code |
| Enamel | Émail, vernis |
| Enamel flaw | Défaut d'émaillage ou de vernis |
| Enamel margin | Bordure non-émaillée, reserve de vernis |
| End, bottom | Fond, bout du fabricant ou du manufacturier, fond de fabrication |
| End, canner's | Couvercle, bout du conserveur, fermeture |
| End, easy open | Fond à ouverture facile |
| End, Full Panel Easy Open (FPEO) | Fermeture à ouverture facile, fond à ouverture facile |
| End, FPEO, key-open | Fermeture à ouverture facile de type décollage, couvercle à décollage |
| End, FPEO, pull tab | Fermeture à ouverture facile de type à languette d'arrachage, fond à anneau |
| End, integral | Fond intégré |
| End, knocked down | Fond endommagé |
| End, loose | Couvercle, fond non-serti, fond lâche |
| End, manufacturer's | Fond du fabricant ou du manufacturier, fond de fabrication |
| End, top | Fond de fermeture, couvercle |
| End Contour | Profil de fond |
| End hook | Crochet du fond ou du couvercle ou de fond |
| End panels | Macarons, fermetures |
| Ends | Fermetures de fond ou couvercle, fonds |
| Ends, can | Fermetures de boîtes, fonds pour boîtes |
| Ends, high | Rebords désaffleurés |
| Eyeholing | Auréoles de vernis ou refus de vernis |
Letter F
| English | French |
|---|---|
| False seam | Faux serti |
| Feather | Bourrelet, plumage |
| First operation | Première passe |
| Flaking | Écaillage |
| Flange | Bord à sertir, rebord |
| Flange, clipped | Bord à sertir incomplet |
| Flange, cut-down | Bord à sertir déchiré |
| Flange, knocked down | Bord rabattu |
| Flange, mushroomed | Bord champignonné |
| Flange, wrinkled | Bord à sertir cannelé ou ondulé |
| Flanger | Machine à border, bordeuse |
| Flanging | Bordage |
| Flanging machine | Machine à border, bordeuse |
| Flaw | Défaut, anomalie |
| Flipper(s) | Flochage, flocheuses, boîte(s) floche(s) |
| Fluted body | Corps cannelé ou à facette |
| Flux | Décapant |
| Foreign contamination | Contamination par des corps étrangers |
| FPEO key-open end | Fermeture à ouverture facile de type à décollage, couvercle à décollage |
| FPEO pull tab | Fermeture à ouverture facile de type à languette d'arrachage, anneau |
| Fracture | Fissure |
| Free space | Espace libre, écart entre épaisseur de serti et les cinq épaisseur de métal |
Letter G
| English | French |
|---|---|
| Gap, seam | Épaisseur d'étanchéité, jeu en sommet de crochet de corps |
| Gasket compound | Joint élastique, joint en caoutchouc, joint d'étanchéité, joint |
| Gauge | Jauge ou épaisseur du métal |
| Groove, roll | Gorge de molette |
Letter H
| English | French |
|---|---|
| Handling | Manutention |
| Head, seaming | Tête de sertissage, station de sertissage |
| Height, seam | Hauteur ou largeur du serti |
| Hermeticity | Étanchéité |
| High ends | Rebords désaffleurés |
| Holes | Perforations, trous |
| Hook, body | Crochet de corps |
| Hook, cover | Crochet de fond ou de couvercle |
| Hook, end | Crochet de fond ou de couvercle |
Letter I
| English | French |
|---|---|
| Incomplete abuse bead | Arête de corps incomplète, jonc anti-choc incomplet |
| Incomplete double seam | Serti incomplet, glissage, patinage, dérapage |
| Indents | Indentations, chocs |
| Indent marks | Indentations, traces de chocs |
| Indenting | Marquage en creux, traces de chocs |
| Index fault | Erreur de repérage |
| Ingots | Lingots |
| Integral end | Fond intégré |
| Ironed out | Aplani, laminé |
Letter J
| English | French |
|---|---|
| Jumped seam | Saut de molette, saut aux surépaisseurs, saut de molette au montage |
Letter L
| English | French |
|---|---|
| Laminated plate | Tôle feuilletée ou laminée |
| Lap | Pastille |
| Lap, open | Pastille ouverte |
| Leakage | Fuite |
| Length (cover hook or body hook) | Longueur (des crochets) de fond ou de corp |
| Lifter plate | Plateau de compression |
| Lining compound | Joint, joint élastique, joint d'étanchéité, joint en caoutchouc |
| Lip | Saillie, lèvre, picot |
| Lip (chuck) | Lèvre (du mandrin) |
| Loose end | Couvercle, fond non-serti ou lâche |
| Loose seam | Serti lâche |
Letter M
| English | French |
|---|---|
| Manufacturer's end | Bout du fabricant ou manufacturier, fond de fabrication |
| Margin (sideseam) | Bordure non-émaillée de l'agrafe, reserve d'agrafe |
| Metal can | Boîte métallique |
| Metal plate | Tôle, feuille de tôle, métal de base |
| Micrometer (seam) | Micromètre à sertis |
| Mis-locked (sideseam) | Mal agrafé (agrafe latérale ou montage) |
| Misembossing | Marquage incorrect, estampage défectueux |
| Mis-notch | Encoches hors normes, échancrage défectueux |
| Mushroomed flange | Bord champignonné |
Letter N
| English | French |
|---|---|
| Necked-in can | Rétrécissement, boîte avec rétreint, boîte à rétreint |
| Nippers | Tenailles, pinces |
| Notch, clip | Encoche, échancrage |
| Notching | Encochage, échancrage |
| Nozzle, compound | Buse d'injection du joint |
Letter O
| English | French |
|---|---|
| Off-register | Décalé |
| Off-register body blank coating | Application accidentelle de revêtement sur les bords à souder ou travers de vernis |
| Offset | Décentré (en mécanique) ou offset (en imprimerie) |
| Open cut-over | Serti fissuré ou fracturé (voir "cut-over") |
| Open lap | Pastille ouverte |
| Open weld | Soudure ouverte ou soudure électrique ouverte |
| Operation, first | Première passe |
| Operation, second | Deuxième passe |
| Organic coatings | Revêtements organiques |
| Out-of-square | Faux-équerrage, hors d'angle |
| Overfills | Boîtes trop remplies, excès de remplissage |
| Overfilled cans | Boîtes trop remplies |
| Overlap | Croisure, chevauchement |
| Overlap, optical | Croisure réelle ou observée |
| Overlap, theoretical | Croisure théorique |
Letter P
| English | French |
|---|---|
| Panelling (body) | Aplatissement (cylindre), corps rentré |
| Panels, end | Macarons (fermetures) |
| Panel, seaming | Couronne du serti |
| Panel steps | Gradins |
| Peaked can | Boîte avec becquets, becs, boîte becquée |
| Peeling, enamel | Pelage, décollement de l'émail ou vernis |
| Pellets, solder | Projections de soudure |
| Perforation | Perforation, trou |
| Pin height | Hauteur de la tête de sertissage |
| Pinhole | Trou d'épingle |
| Pin lip | Lèvre, picot, saillie |
| Plain can | Boîte non-vernie ou nue, corp non-verni |
| Plain tinplate | Fer-blanc nu |
| Plate, laminated | Tôle feuilletée ou laminée |
| Plate, lifter | Plateau de compression |
| Plate, metal | Feuille de tôle, métal de base |
| Pleats | Plis, replis |
| Pressure area | Zone de serrage |
| Pressure ridge | Empreinte de serrage |
| Profile, bottom | Profil du fond (de boîte 2 pièces) |
| Profile, end | Profil de la fermeture, profil du fond |
| Profile, seam | Profil du serti |
| Projector, seam | Projecteur à serti |
| Pucker | Fronce |
| Pull tab | Languette d'arrachage, anneau |
| Pull tab end | Ouverture à languette d'arrachage ou fond anneau |
| Pulled seam | Serti déformé |
| Puncture | Perforation, trou |
Letter R
| English | French |
|---|---|
| Radius, countersink | Rayon de cuvette ou de contre-serti |
| Rating, tightness | Taux de serrage |
| Redrawing | Étirage, réemboutissage |
| Reinforcement ridges | Cannelures ou arêtes de renfort |
| Ridges | Cannelures, empreintes |
| Ridge, distorted reform | Empreinte de reformage distendue |
| Rim dent | Serti entamé, choc sur un bord |
| Rings, reinforcement | Anneaux de renfort |
| Rivet | Rivet |
| Roll, seaming | Molette, rouleau de sertissage |
| Rolling mills | Laminoirs |
| Rust | Rouille |
Letter S
| English | French |
|---|---|
| Sanitary can | Boîte à conserve, boîte-conserve |
| Scored (can or end) | Griffage, rayure ou corps ou fond incisé |
| Scrap-in-die marks | Éraflures d'emboutissage, marques de déchet dans l'outil |
| Scratches | Égratignures, rayures |
| Scuffed | Éraflé |
| Scuffing | Trace de frottement ou d'abrasion |
| Sealant | Joint, joint élastique, joint en caoutchouc, joint d'étanchéité |
| Sealing compound | Joint, joint élastique, joint en caoutchouc, joint d'étanchéité |
| Seam | Serti |
| Seam, cut | Serti déchiré ou coupé |
| Seam, double | Serti |
| Seam, false | Faux serti |
| Seam, fractured | Serti fissuré à la base |
| Seam, jumped | Saut de molette, saut aux surépaisseurs, saut au montage |
| Seam, loose | Serti lâche |
| Seam, pulled | Serti déformé |
| Seam, sharp | Serti coupant |
| Seam, side | Agrafe, agrafe latérale, montage |
| Seam, torn | Serti déchiré |
| Seam gap | Épaisseur d'étanchéité, jeu (voir "gap") |
| Seam height | Hauteur du serti |
| Seam micrometer | Micromètre à serti |
| Seam profile | Profil du serti |
| Seam projector | Projecteur à serti |
| Seam saw | Scie à sertis |
| Seam scope | Loupe à serti |
| Seam thickness | Épaisseur de serti |
| Seaming chuck | Mandrin de sertissage |
| Seaming head | Tête de sertissage, station de sertissage |
| Seaming panel | Couronne du serti, couronne à sertir |
| Seaming roll | Molette, rouleau de sertissage |
| Second operation | Deuxième passe |
| Section, cross | Coupe transversale |
| Sharp seam | Serti coupant |
| Side bead | Arête de corps |
| Sideseam | Agrafe, agrafe latérale, montage |
| Sideseam, soldered | Agrafe soudée à l'étain, agrafe contresoudie |
| Sideseam, welded | Agrafe électro-soudée, agrafe soudée électriquement |
| Sideseam enamel margin | Bordure non-émaillée de l'agrafe, réserve de vernis pour le montage |
| Sideseam fold | Pli de l'agrafe, pli d'agrafe |
| Sideseam formation | Agrafage |
| Sideseam stripe | Rechampi, rechampissage du montage |
| Sideseam vents | Évents de l'agrafe |
| Skidder | Serti incomplet, glissage, dérapage, patinage |
| Skips, coating | Manques du revêtement, manques de vernis |
| Skips, compound | Manque de joint élastique, manque de joint |
| Slitter | Cisaille en équerre |
| Smears, compound | Projections de joint |
| Solder | Soudure à l'étain ou plomb |
| Solder, cold | Soudure froide |
| Solder pellets | Projections de soudure |
| Solder splashes | Projections de soudure |
| Soldered sideseam | Agrafe soudée à l'étain, agrafe contresoudie |
| Soldering | Soudage à l'étain/plomb |
| Space, free | Espace libre (voir "free") |
| Spindle, chuck | Tige du mandrin, arbre porte-mandrin |
| Spinner | Serti incomplet, glissage, patinage, dérapage |
| Splashes, solder | Projections de soudure |
| Split droop | Affaissement fissuré ou coupé |
| Spring, cushion | Ressort amortisseur |
| Springer | Bombage léger ou mou |
| Spur | Dentelure |
| Square, out-of- | Faux-équerrage, hors d'angle |
| Stack bead | Arête de corps, jonc d'empilage |
| Step panels | Macarons circulaires, gradins |
| Stripping (doubleseam) | Mise à nu du serti, décorticage du serti |
| Swelling | Bombage |
| Swells | Boîtes bombées |
Letter T
| English | French |
|---|---|
| Tab, key | Languette de clé ou pour clé |
| Tab, pull | Languette d'arrachage, anneau |
| Tab hook radius | Rayon du crochet de la languette |
| Tear down (double seam) | Mise à nu (du serti), décorticage (du serti) |
| Temper | Trempe |
| Thickness (double seam) | Épaisseur (du serti) |
| Three-piece can | Boîte trois pièces |
| Tightness (double seam) | Serrage (serti) |
| Tightness rating | Taux de serrage |
| Tin free Steel (TFS) | Acier sans étain, fer chromé, ECCS |
| Tinplate | Acier étamé, fer-blanc |
| Tongue | Languette de clé, pour clé |
| Tongue hook radius | Rayon du crochet de la languette |
| Top end | Couvercle, bout du conserveur, fond du conserveur |
| Torn droop | Affaissement sectionné |
| Torn seam | Serti déchiré |
| Trimmer | Presse à détourer, détoureuse, ébarbeuse |
| Trimming | Détourer, ébarber |
| Two-piece can | Boîte deux pièces ou boîte emboutie |
Letter V
| English | French |
|---|---|
| Vacuum closure | Sertissage sous vide |
| Vacuum packing | Empaquetage sous vide, emballage sous vide |
| Vee | Picot en "V" ou "V" |
| Vents (sideseam) | Évents (agrafe) |
| Voids | Vides, interstices |
Letter W
| English | French |
|---|---|
| Wall, body | Paroi du corps |
| Wall, chuck | Lèvre du mandrin, paroi de lèvre du mandrin |
| Wall, countersink | Paroi de la cuvette, du contre-serti |
| Weld, burned | Soudure brûlée |
| Weld, open | Soudure ouverte |
| Welded sideseam | Agrafe électro-soudée, montage soudée électriquement |
| Welding | Soudure électrique |
| Width (double seam) | Hauteur, largeur (serti) |
| Wire edge | Bavure, filoche |
| Wrinkled | Plissé, ridé, cannelé, ondulé |
| Wrinkles | Rides, cannelures, ondulations (du crochet de fond) |
| Wrinkled flange | Bord à sertir cannelé |
| Wrinkling | Plissage |