
On this page
- Introduction
- Purpose
- Record keeping
- Incoming eggs
- Washing of eggs
- Conveyance of eggs
- Storage of eggs
- Pasteurization of egg products
- Pasteurization systems and flow schematic
- Critical control records
- No cross connections
- Sealing program for critical equipment
- Constant level tank (CLT)
- Booster pump
- Regeneration
- Flow control device (FCD)
- Heating section
- Cooling section
- Holding section
- Flow diversion device (FDD)
- Indicating thermometer (HTST systems only)
- Safety thermal limit recorder (STLR)
- Programmable logic controllers (PLC) and computers
- Pressure differential controllers (PDC)/gauges
- Homogenizer
- Flow promoting devices/pumps
- Appendix I: Schematics
- Appendix II: Test procedures
- Appendix III: Meter based timing system (MBTS)
- Appendix IV: Preventing cross-connections
- References
Introduction
This document provides information on select preventive control practices for licensed operators who are considering ways to mitigate the food safety risks associated with the handling of shell eggs and the manufacture of processed egg products. This information is intended to inform and support the development and implementation of a preventive control plan. Some historically accepted and proven parameters are included, as well as other example control measures. It is not intended as an exhaustive list of measures. Always ensure that the control(s) chosen are tailored to the uniqueness of your business and shown to be effective for your situation.
Purpose
The Canadian Food Inspection Agency (CFIA) developed this document as guidance to help food businesses comply with the requirements of the Safe Food for Canadians Regulations (SFCR).
It's your choice
You may use other guidance that has been developed by provincial governments, industry associations, international partners, or academic. Always ensure that the guidance you choose is relevant for your particular business, product or products, and market requirements.
Record keeping
In a Preventive Control Plan (PCP), it is important to maintain and keep records of activities which demonstrate that the PCP is implemented and working effectively. Records can be in either a hard copy or electronic format. Refer to Record keeping for your preventive control plan for additional information.
Incoming eggs
The incoming eggs received can present a source of contamination. When conducting the hazard analysis, identify all the hazards that they may introduce, that present a risk of contamination to the food you prepare, and implement effective control measures that prevent or reduce these hazards and ensure their suitability for use.
Information on general preventive controls that can be implemented, to ensure the foods/ingredients received are safe and suitable for use, are presented in the guidance Incoming ingredients, materials and non-food chemicals and Supplier Food Safety Assurance Program (SFSAP).
1 type of hazard associated with eggs is Salmonella enterica subspecies enterica servovar Enteritidis (S. Enteritidis). Industry is encouraged to consult Health Canada's Guidance on Reducing the Risk of Salmonella Enteritidis in Shell Eggs Produced in Canada, a consensus-based guidance for reducing the risk of S. Enteritidis contamination in shell eggs during the entire production chain, from the laying flocks to the egg grading facilities. Consideration should be given to the recommendations contained within, including:
- source laying flocks from hatcheries and pullets free of S. Enteritidis
- environmental testing of laying flocks for S. Enteritidis as per the minimum national standard sampling protocol and methodology
- eggs from flocks whose environments are positive for S. Enteritidis should be diverted directly to further processors for the lifetime of that flock
Note that a health risk assessment may be necessary for eggs sold at retail that are from a positive S. Enteritidis flock.
- egg producers supplying shell eggs to the table market should participate in a Hazard Analysis Critical Control Point (HACCP)-based program designed to reduce S. Enteritidis
- imported eggs are to be sourced from suppliers utilizing an equivalent testing scheme for S. Enteritidis
- eggs (domestic or imported) should have effective traceforward and traceback procedures
Under the SFCR, operators are responsible to notify the CFIA of when food presents a risk of injury to human health, and to immediately take action to mitigate the risk.
Consider the following factors in shell eggs received to prepare a processed egg product:
- the amount of dirt
- the number of weak shells
- the extent of leakers in the lot of eggs
Address these factors using control measures, for example:
- setting a dirty egg tolerance for ungraded eggs
- establishing a SFSAP with suppliers to ensure compliance with this tolerance
- checking compliance with this tolerance:
- rejecting or culling eggs that do not comply
- redirecting non-compliant eggs to be handled separately, in a manner that will reduce the risk of contamination to the processed product and ensures they are free of dirt before they are processed such as:
- washing these eggs at the end of the shift, to reduce contamination of the wash water, and in a manner that ensures the dirt is removed
- inspecting the eggs for leaks, mold or odours and rejecting or culling the affected eggs
- monitoring the compliance of incoming graded eggs with their grade
Implementing these control measures, prior to the washing step, helps support the effectiveness of the subsequent steps in addressing hazards.
Washing of eggs
This section is intended to give an overview of how eggs should be washed and to aid in identifying problems.
Pre-washing
Consider the following factors prior to washing eggs:
- the amount of stain
- the amount of dirt
- the number of weak shells
- the extent of leakers in the lot of eggs
Where excessive numbers of any of these kinds of eggs exist, make extra effort to remove them prior to the washing stage. This can be accomplished by placing personnel prior to the washer to remove these types of undesirable eggs. Wash eggs that are in bad condition at the end of the shift to prevent contaminating the wash water.
Washing
Ensure the water used to wash eggs is a minimum of 11°C warmer than the eggs and, in the case of a system that uses recirculated water, the water is maintained:
- at a temperature that is not less than 40°C and
- at a pH level that is not less than 10
In addition, the egg wash water:
- contains a shell egg cleaning compound that is safe and effective
- is changed at the end of each shift, and more frequently as may be necessary to avoid contamination of eggs and
- is maintained at a level that permits a continuous overflow (in the case of a recirculating washing system)
Shell temperature is at 7–13°C (45–55°F). A target pre–rinse temperature of 32–35°C (90–95°F) is used for optimum results. This pre–rinse can have a warming effect on eggs as well as a pre–soaking for eggs with dirt. The warming effect of the pre–rinse stage is important, particularly when cool eggs are received at the washer, such as at 7°C (45°F) or less. The pre–rinse will warm the shell in an effort to eliminate thermal cracks prior to the entrance into the washer. In addition, the soaking effect will facilitate the removal of dirt during the washing process.
Many wash water temperatures have been tried and are used. A target water temperature of 43–46°C (110–115°F) often has little effect on eggs received at 13°C (55°F) and will aid in the effectiveness of the detergents.
The final rinse is used primarily to remove detergent and wash water from the shell and to have a warming effect on the shell in preparation for the blower and the final drying of the eggs. Recommended temperature here is from 49.0–54.4°C (120–130°F).
Caution: it is recommended that the temperature difference between the wash water and the egg be no greater than 28°C (50°F) to minimize the likelihood of causing thermal cracks. However the wash water temperature should always be at least 11°C (20°F) warmer than the shell in order to discourage the entrance of wash water into the pores of the egg.
The air blower
The purpose of the air blower is to aid in the drying of the eggs. For this process, low relative humidity is desirable because a low relative humidity aids in drying the water from the surface of the egg shell. A relative humidity of less than 85% is recommended. The temperature of air from the blower can range from 20–24°C (68–75°F) depending on room temperature or the temperature of outside air. The filter on the intake is kept clean to ensure the effectiveness of the process. Every effort should be made to dry the eggs prior to packing, to minimize bacterial counts on the shells of eggs and to reduce the possible contamination of the eggs during cooling.
Washers
Maintenance of the washers and parts of the washers is very important for the effective and efficient washing of eggs.
- Brushes should be properly adjusted according to the manufacturer's design specifications. When brushes become worn they are replaced. Brushes do not apply an excessive amount of pressure on the eggs.
- Spray effectiveness depends on:
- the working state of the nozzles(they are well maintained and fully functional)
- the ability to have direct spray through the brushes onto the egg where possible
- the effectiveness of the roller in conveying the eggs. It is recommended that a screen be in place to cover the reservoir opening
- The exhaust should be directed to the outside, and be capable of removing all of the steam and moisture coming from the washer. The exhaust can become very dirty and a possible source of contamination. There should be an inspection port on the exhaust so that the cleanliness of the exhaust can be verified and that there is no condensation dripping back onto the eggs.
- Effective results have been achieved by maintaining a continuous change of water. This can be achieved by allowing a significant amount of water to continually drain from the machine while new water is being added.
Some of the beneficial changes made to conventional washers include:
- An input of water at the bottom of the reservoir. The purpose of this is to have a better cleaning effect during the clean–up period. The water is flushed along the bottom of the tank, aiding in the removal of particles settling there.
- Varying degrees of continuous draining and overflows have been tried. This continuous draining and overflow is beneficial only if frequent changes to the wash water have occurred, that is approximately every 2 hours.
- In the case of those reservoirs which contain heating coils, these coils should be raised for cleaning purposes. Note: a system that has been tried to clean the coils is to turn them on for a brief period of time when the reservoir is empty. This should be monitored carefully, and the coils left on just long enough to cook off the adhering material.
Organic and inorganic (including hard water) materials cause dirty wash water. These materials bind detergents and inhibit their activities. Organic and inorganic compounds act as elements for the growth of bacteria. Hard water in itself can cause excessive scaling on the equipment. Many egg facilities have switched to soft water to reduce scaling/foaming effect in the water. As the pH increases to 11 to 12.5, there is a bactericidal effect on gram–positive bacteria. In addition, a higher pH for a short period of time may be used in wash water having high bacterial counts. Primarily 2 kinds of detergents are used in the egg industry: the chlorine base and the non–chlorine base. Either can be effective if used under proper conditions.
The metering of detergents into the wash water has many advantages. Most importantly, it supplies a constant level of detergent in the water for the cleansing action on the eggs. It also tends to maintain a constant pH level in the water, particularly when trying to maintain high pH levels to prevent bacterial growth.
Intermittent use is a procedure where detergents are added in batch amounts as recommended by the manufacture at various intervals of the washing cycle. The disadvantage of the approach is converse to the metering approach in that there is a tendency to have uneven levels of detergent in the wash water, resulting in fluctuating pH levels.
Effectiveness of the maintenance of the wash water can be demonstrated through a sampling program which monitors the bacterial load.
Final rinse
Final rinses are primarily used to wash the detergent from the egg and raise the temperature of the shell to facilitate drying. For the most part, plain water rinses are used. There is conflicting evidence on the use of sanitizers in these rinses. 1 of the strong advantages of using a chlorine sanitizer from a microbiological point of view is the residual effect of the sanitizer on the equipment surfaces which come in contact with the egg. The final rinse may be diverted to the reservoir to add to the incoming fresh water into the reservoir.
Prior to breaking, eggs should be spray-rinsed with a sanitizing agent.
Clean-up of the washer
During the day's operation, if the tank is drained, it should be sprayed during the draining process with a high–pressure water spray to remove particles from the inside of the washer. The screens covering the reservoir should be cleaned and scraped every 2 hours or more often if required.
At the end of the day, the tank should be drained completely, and the lid left open. Using appropriate water pressure, thoroughly spray the inside of the washer and reservoir tank.
Ensure that the brushes are sprayed clean, as this is 1 of the more troublesome areas for product and bacteria build–up. Scrape the screens thoroughly. Use scrub brushes on those areas that have not been properly cleaned. The use of detergent is recommended. Detergent use may become optional where good cleaning schedules have been maintained. When detergents are used in conjunction with the pressure spray, a rinse is required to remove the detergent from the walls of the washer. Drain the washer, and leave the lids open to ensure that they are dry. Drying of all areas of the washer is 1 of the important factors in maintaining low bacterial counts.
Clean–up (acid bath)
Fill the tank with water at a target temperature of 43–66°C (110–150°F). Add the acid cleaner as per the manufacturer's recommendations. Circulate the water through the washer as required. Drain the acid solution. Rinse the tank with the high–pressure water spray and let dry. The use of warm water in conjunction with this wash will aid the effects of the acid as well as facilitate faster drying after the rinse.
Post-wash handling of equipment and the eggs
All equipment, including the conveyors, washer, dryer, candling booth, scales and packer are kept clean and in good repair, following the manufacturer's recommendations. The glass protector over the candlers is kept clean to prohibit any bacteria build–up in this heated area. A screening filter is used to prohibit the entry of heavy dust or dirt particles into the blower. Towels used for keeping conveyor belts clean are washable or disposable, and should be changed as required.
Conveyance of eggs
All conveyor systems such as carts, trolleys and boxes/cases should not pose a risk to food safety. Plastic trays for ungraded eggs should be cleaned, sanitized and dry before being returned to an egg producer.
Reuse of packaging is not to pose a risk to food safety and is in compliance with the SFCR.
Handling of incompatible products
Ensure that any graded eggs returned to a licensed egg facility from trade are only conveyed as edible eggs when destined for another licensed processed egg facility (for further processing).
Storage of eggs
Have adequate designated areas for the storage of graded eggs.
Maintain the temperature of any room where eggs are held in a licensed egg facility at a maximum temperature of:
(a) 10°C in the case of a room holding eggs graded Canada A, Canada B or Canada C
(b) 13°C in the case of a room holding eggs graded Canada Nest Run, ungraded eggs or eggs bearing a dye-mark
Maintain the relative humidity of any room where eggs are held in a licensed egg facility at a maximum of 85%.
Pasteurization of egg products
Pasteurization systems and flow schematic
Liquid egg pasteurization may be achieved by using conventional High Temperature Short Time (HTST) pasteurizers or Extended Shelf Life (ESL) pasteurization systems.
Divert flow conditions during processed egg pasteurization may be caused by various factors such as temperature, pressure or flow. Unlike dairy processing, during shutdown or divert modes, the delicate nature of liquid egg to high temperature may cause the liquid egg in the heat exchanger to coagulate and block the system. Thus, in most cases, the system cannot resume forward flow conditions after a shutdown or divert unless it undergoes a sanitization cycle.
In some situations, an instantaneous diversion may occur, resulting in the forward flow valve to return to forward flow within 1 to 2 seconds. This type of diversion is sometimes associated with a brief interruption or fluctuation in the power supply.
Maintain a flow schematic diagram outlining the pasteurization system and keep it up to date. All components of the pasteurizer system (for example, pumps, valves, thermometers, vacuum breaks (optional), recirculation lines, divert lines, leak detect lines, pressure gauges/sensors) should be on the flow schematic diagram. When equipment and/or pipelines are installed or changed, the licence holder ensures that the flow schematic is updated. In situations where automated systems are used, modifications or additions to pipeline configurations and installation of automated valves may be required. Even slight modifications made to the pasteurization system or Clean in Place (CIP) system may have an impact on its processing operation and its safety. A typical HTST system with its components is illustrated in Figure 1 Appendix I.
Extended Shelf Life (ESL) Systems for Liquid Egg Processing
These systems, although designed to operate like an Ultra-High Temperature (UHT) system at higher temperature and pressure, cannot be used as such in liquid egg processing due to the nature of the product. These systems can, generally, be distinguished from conventional HTSTs by 4 main factors:
- location of the flow diversion device in the system
- pre-op conditions for system sterilization
- divert and shutdown conditions
- method of heating: tube-in-tube/tubular heat exchangers
Critical control records
The term pasteurization with respect to processed egg means that every particle of the liquid egg has been heated at a temperature and for a time sufficient to destroy all pathogenic types of microorganisms present.
The pasteurization records contain all the required processing information and indicate if the products have been adequately pasteurized. All recording charts for all products should be available for review.
Established temperature and time requirements
Temperature and time are critical factors required to achieve pasteurization. Failure to achieve pasteurization may result in microbiological hazard in the processed egg product. For a list of established time and temperature, refer to the tables below.
| Item | Liquid processed egg | Minimum temperature of the processed egg at the automatic diversion valve (°C) | Minimum temperature of the processed egg at the automatic diversion valve (°F) | Minimum heating time (minutes) |
|---|---|---|---|---|
| 1 | Egg white (albumen) (without chemical additives) | 54 | 130 | 3.5 |
| 2 | Whole egg with less than 24% egg solids | 60 | 140 | 3.5 |
| 3a | Whole egg with no less than 24% and no more than 38% egg solids | 61 | 142 | 3.5 |
| 3b | Whole egg with no less than 24% and no more than 38% egg solids | 60 | 140 | 6.2 |
| 4a | Whole egg mix with less than 2% added salt or sweetening agent, or both | 61 | 142 | 3.5 |
| 4b | Whole egg mix with less than 2% added salt or sweetening agent, or both | 60 | 140 | 6.2 |
| 5a | Whole egg mix with no less than 2% and no more than 12% added sweetening agent | 61 | 142 | 3.5 |
| 5b | Whole egg mix with no less than 2% and no more than 12% added sweetening agent | 60 | 140 | 6.2 |
| 6a | Whole egg mix with no less than 2% and no more than 12% added salt | 63 | 146 | 3.5 |
| 6b | Whole egg mix with no less than 2% and no more than 12% added salt | 62 | 144 | 6.2 |
| 7a | Yolk | 61 | 142 | 3.5 |
| 7b | Yolk | 60 | 140 | 6.2 |
| 8a | Yolk mix with less than 2% added salt or sweetening agent, or both | 61 | 142 | 3.5 |
| 8b | Yolk mix with less than 2% added salt or sweetening agent, or both | 60 | 140 | 6.2 |
| 9a | Yolk mix with no less than 2% and no more than 12% added sweetening agent | 63 | 146 | 3.5 |
| 9b | Yolk mix with no less than 2% and no more than 12% added sweetening agent | 62 | 144 | 6.2 |
| 10a | Yolk mix with no less than 2% and no more than 12% added salt | 63 | 146 | 3.5 |
| 10b | Yolk mix with no less than 2% and no more than 12% added salt | 62 | 144 | 6.2 |
| 11a | Ova | 63 | 146 | 3.5 |
| 11b | Ova | 62 | 144 | 6.2 |
| 12a | Egg product with less than 24% total solids | 61 | 142 | 3.5 |
| 12b | Egg product with less than 24% total solids | 60 | 140 | 6.2 |
| 13a | Egg product with no less than 24% and no more than 38% total solids Table Note a | 62 | 144 | 3.5 |
| 13b | Egg product with no less than 24% and no more than 38% total solids Table Note a | 61 | 142 | 6.2 |
| 14a | Egg product with more than 38% total solids | 63 | 146 | 3.5 |
| 14b | Egg product with more than 38% total solids | 62 | 144 | 6.2 |
Table Note
- Table Note a
-
Regardless of the total solids content, egg product must be heated to 63°C (146°F) for 3.5 minutes or to 62°C (144°F) for 6.2 minutes if there is no less than 2% and no more than 12% added sweetening agent or salt, or both.
| Item | Dried egg white (albumen) | Minimum temperature of the processed egg in the heat-treating room (°C) | Minimum temperature of the processed egg in the heat-treating room (°F) | Minimum heating time (days) |
|---|---|---|---|---|
| 1 | Spray-dried egg white (albumen) | 54 | 130 | 7 |
| 2 | Pan-dried egg white (albumen) | 52 | 125 | 5 |
| Item | Liquid processed egg | Time held in facility (hours) | Maximum temperature (°C) | Maximum temperature (°F) |
|---|---|---|---|---|
| 1a | Egg white (albumen) (without chemical additives): | |||
| 1b | (a) not to be stabilized | Less than 8 | 13 | 55 |
| 1c | (a) not to be stabilized | 8 or more | 7 | 45 |
| 1d | (b) to be stabilized | Less than 8 | 21 | 70 |
| 1e | (b) to be stabilized | 8 or more | 13 | 55 |
| 2a | Whole egg and yolk, and whole egg mix, yolk mix and egg product with no more than 12% added sweetening agent | Less than 8 | 7 | 45 |
| 2b | Whole egg and yolk, and whole egg mix, yolk mix and egg product with no more than 12% added sweetening agent | 8 or more | 4 | 40 |
| 3a | Egg product with more than 12% added sweetening agent | Less than 8 | 7 | 45 |
| 3b | Egg product with more than 12% added sweetening agent | 8 or more | 4 | 40 |
| 4a | Whole egg mix, yolk mix and egg product, with no more than 10% added salt | Less than 8 | 7 | 45 |
| 4b | Whole egg mix, yolk mix and egg product, with no more than 10% added salt | 8 or more | 4 | 40 |
| 5a | Whole egg mix, yolk mix and egg product, with more than 10% added salt | Less than 30 | 18 | 65 |
| 5b | Whole egg mix, yolk mix and egg product, with more than 10% added salt | 30 or more | 7 | 45 |
| 6 | Ova | N/A | N/A | N/A |
The times listed in the above table are the minimum times (not average times) required to achieve the result of an effective pasteurization.
Other time and temperature processes may be acceptable if appropriate validation and controls are completed and implemented by the licence holder.
| Item | Liquid processed egg | Time held in facility (hours) | Maximum temperature (°C) | Maximum temperature (°F) |
|---|---|---|---|---|
| 1a | Egg white (albumen) (without chemical additives): | |||
| 1b | (a) not to be stabilized | N/A | 7 | 45 |
| 1c | (b) to be stabilized | N/A | 13 | 55 |
| 2a | Whole egg and yolk, and whole egg mix, yolk mix and egg product with no more than 12% added sweetening agent | Less than 8 | 7 | 45 |
| 2b | Whole egg and yolk, and whole egg mix, yolk mix and egg product with no more than 12% added sweetening agent | 8 or more | 4 | 40 |
| 3a | Egg product with more than 12% added sweetening agent | Less than 8 | 7 | 45 |
| 3b | Egg product with more than 12% added sweetening agent | 8 or more | 4 | 40 |
| 4a | Whole egg mix, yolk mix and egg product, with no more than 10% added salt | Less than 8 | 7 | 45 |
| 4b | Whole egg mix, yolk mix and egg product, with no more than 10% added salt | 8 or more | 4 | 40 |
| 5a | Whole egg mix, yolk mix and egg product, with more than 10% added salt | Less than 24 | 18 | 65 |
| 5b | Whole egg mix, yolk mix and egg product, with more than 10% added salt | 24 or more | 7 | 45 |
| 6 | Ova | N/A | 4 | 40 |
Process control records
Process control records are a part of a preventive control plan. This information is recorded to provide a permanent record. Since this information provides a processing record, it will assist the licence holder in tracking down quality and safety problems and prevent recalls of their products. As these records are the only historical record of exact happenings of the pasteurization of each product, it is very important that they adequately and accurately reflect the heating process. The process control record(s) is the record of the pasteurization process. The process control record(s) is reviewed at an appropriate frequency by a responsible person designated by the licence holder.
Process control records for HTST pasteurizers provide the following data:
- licence holder's name and address or licence number
- date, shift and batch number where applicable
- safety thermal limit recorder (STLR) identification when more than 1 is used
- product type and amount of product processed (may be recorded in production records)
- identification of CIP cleaning cycles, mini-wash cycles (if used)
- corresponding indicator thermometer reading during processing. This reading must never be lower than the recording thermometer reading. The indicating thermometer is the reference thermometer and the recording thermometer represents the record of the pasteurization process.
- a record of the product cut-in (the temperature at which the divert valve of the flow diversion device starts to move to forward flow position) and cut-out (the temperature at which the flow diversion device moves to divert position) indicating thermometer temperatures at the beginning of the production and when a new divert temperature is selected (applicable to HTST systems only). The cut-in/cut-out must be performed under any 1 of the following circumstances:
- upon start-up
- when a new set-point is selected.
- after shut down and re-start
- record of the time during which the flow-diversion device is in the forward flow position. The event pen-arm records this information on the outer edge of the chart
- operators comments and reasons for all unusual occurrences
- signature or initials of operator
- record of the set point where multiple process temperatures are used
In addition, for a pasteurizer system equipped with a meter based timing system (MBTS) as a flow control device (FCD), flow records provide the following information:
- licence holder name and address or licence number
- date
- pasteurizer number
- product processed
- frequency or event pen information (the duration of any alarm situation)
- synchronized flow control chart time with safety thermal limit recorder chart
- signature and initials of the operator
- record of any unusual occurrences
Note: some safety thermal limit recorders have the capability of recording both the temperature and flow of the process. These are acceptable if there is no evidence of overlapping of traces on the processing records and there are separate event pens for each recording.
Retention of process control records
All pertinent processing records should be retained as part of a preventive control plan. These records will assist the licence holder and regulatory agencies to determine if the products were adequately pasteurized. Target time-frames for retention:
- a 1 year period minimum and/or
- until the finished product has been consumed (if more than 1 year)
No cross connections
A cross-connection is a direct connection of piping allowing 1 material to contaminate another. There needs to be a complete segregation of incompatible products such as raw materials and pasteurized food products; cleaning products and food products (including potable water); and waste materials or utility materials and food products. Consideration also needs to be given to preventing inadvertent cross contamination of food products which may pose allergenic concerns. Established guidance on the segregation between raw and pasteurized products can be found in Appendix IV.
For other applications (CIP supply lines and return line circuits used for CIP cleaning and mini-washes on tanks, lines, pasteurizers or other equipment that may be washed while connected to product lines containing liquid egg or potable water and lines for final rinse), this segregation is accomplished by the use of separate pipelines and vessels for incompatible products and establishing effective physical breaks at connection points by at least 1 of the following arrangements: physical disconnecting of pipelines, double block and bleed valve arrangements, double seat (mix proof) valves, or other equally effective systems. Refer to Appendix IV for assessment of these applications.
The design of the constant level tank and inlet piping and the flow diversion device area and product piping are areas where potential cross-connections could exist if the design or installation is improper.
Ensure that equipment and/or pipelines are not installed in a manner that will compromise the integrity of the pasteurization or CIP systems, resulting in cross-connections or pasteurization problems. Thoroughly review and approve all proposed installations. Minor changes such as pumps or pipelines are also reviewed and approved. Colour code the pipelines to distinguish between finished product, raw product, CIP lines and other utilities. This will help in the identification of product flow and cross-connections.
Sealing program for critical equipment
There are critical processes that require a particular device to be sealed to ascertain proper control of its critical functions and the safety of the product. Have a program in place to monitor and control the use and replacement of these seals. Records are kept for the sealing of equipment, which identifies (for example sequential numbering system) and lists the seals used and their location, when the seals are broken, reason why the seal was broken, that the equipment was re-sealed and the person responsible who performed this task. To be able to identify which seal has been removed, replaced and recorded, the seals themselves need to be coded.
Constant level tank (CLT)
The constant level tank (CLT) is a reservoir for supply, at atmospheric pressure, of raw or re-circulated product to the pasteurizer to permit continuous operation of the pasteurization system. The constant level tank is located at the start of the pasteurization system. The constant level tank controls the liquid egg level and provides a uniform head pressure to the product leaving the tank.
General conditions
The tank and all components are constructed of stainless steel and are in good mechanical and sanitary condition.
Design
The tank is of such design and capacity that air will not be drawn in the pasteurizer with the product when operating at the maximum capacity of the flow control device. Air in the pasteurizer may allow the liquid egg particles to move more rapidly through the system. Figures 2a and 2b of Appendix I illustrate some possible constant level tank designs. The constant level tank is fabricated so that the raw product will drain to the outlet before the outlet becomes uncovered. 1 method of achieving this is to have the bottom of the tank pitched to the outlet at a minimum downward slope of at least 2 % (0.2 cm per 10 cm) and the top of the outlet pipe lower than the lowest point in the tank (see figures 2a and 2b, Appendix I).
Cover
The tank is fitted with a removable cover or inspection port with a removable cover of suitable design to maintain atmospheric pressure and to minimize the risk of contamination. The cover is pitched to an outside edge to provide drainage. All openings in the cover are flanged upwards and covered. Pipelines entering through the cover (excluding directly clamped lines) are fitted with a sanitary umbrella deflector that overlaps the edges of the opening and is located as close to the tank cover as practical. The cover is used during processing.
Overflow point/diameter
A satisfactory overflow point is the rim of the tank (if not tight fitting with cover) or the top of an overflow outlet below the rim (refer to Figures 2a and 2b of Appendix I).
The overflow outlet below the rim, if present, has a diameter of at least twice the diameter of the largest raw product inlet pipe connected to the constant level tank to enable adequate discharge to drain/floor of product discharged from the inlet pipe while respecting the minimum air gap needed to prevent backsiphonage.
Airspace
The leak detect, divert, CIP line/spray ball, water and liquid egg recycle lines are designed to prevent backsiphonage of raw liquid egg or cleaning products into pasteurized liquid egg or water lines. This is accomplished by ensuring that the lines terminate and break to atmosphere at least 2 times the diameter of the largest return line above the maximum overflow point of the constant level tank. For example, if the largest return line to constant level tank is 3 inches, then this airspace must be at least 6 inches measured from the top of the flood level rim of the overflow pipe to the bottom of the largest return line (see Figure 2b in Appendix I).
Level control device
This device controls the flow of liquid egg to the constant level tank and therefore provides constant head pressure to the product leaving the tank.
The constant level tank is equipped with an automatic device of sanitary design and construction to control the raw product level.
Booster pump
A raw product booster pump may be installed in a conventional HTST pasteurization system under specific conditions. The booster pump is utilized to supplement the flow control device in moving raw liquid egg from the constant level tank through the regeneration section. It may be used to remove excessive vacuum, and subsequent flashing or vaporization, in the regeneration section (particularly when the constant level tank is located an unusual distance from the timing pump).
General conditions
A booster pump is generally a centrifugal pump (see Figure 4 in Appendix I) of sanitary design. The pump must be clean and in good mechanical condition.
The raw product side of the regeneration section may be by-passed when the booster pump is not in operation for example during start-up of the system. This by-pass permits the cold product to be drawn directly to the flow control device from the constant level tank. When the required conditions (for example flow control device operating, flow diversion device in forward flow and product pressure in the pasteurized regeneration section) are met, the booster pump will start to operate, feeding raw product to the regeneration section.
The by-pass line, which may be manually or automatically controlled by a valve, is not normally used when the booster pump is in operation. Prevent entrapment of the product in the by-pass line during periods when the booster pump is in operation by:
- close-coupled by-pass connections (for example, as close as possible; approximately 2.5 times the pipe diameter)
- design of the manually or automatically controlled valve which will permit a slight movement of product through the by-pass line or
- other equally effective system
Location
When a booster pump is incorporated into the HTST system, it is generally located between the constant level tank and the inlet to the raw product side of the regeneration section.
Inter-wiring
A) HTST pasteurizers
A booster pump is only to be used in conjunction with a pressure differential controller and is inter-wired in such a way that it can only operate when:
- the flow control device is operating
- there is proper pressure differential in the regeneration section, for example, pasteurized product pressure in the regeneration section exceeds the raw product side by at least 2 psi (14 kPa)
- the flow diversion device is in the forward flow position
B) ESL pasteurizers
In these systems, the feed pump used to direct the product from the constant level tank to the regeneration section of the heat exchanger is allowed to operate when the flow diversion device is not in the forward flow position since, during divert conditions, the system is programmed to flush all the product out of the system completely and initiate cleaning and sterilization cycles prior to resuming production.
Regeneration
The regeneration section is the section of the pasteurization system where the cold raw product is warmed by hot pasteurized product flowing in a counter current direction on the opposite sides of thin stainless steel plates. The pasteurized product will in turn, be partially cooled.
The regeneration section should:
- have a free draining capability (for example, draining back to the constant level tank by the force of gravity)
- be installed and operated in such a way that the proper pressure relationship exists between the raw and pasteurized product in all the modes of operation, for example forward flow, diverted flow and shutdown
- have no cracks or pinholes
General conditions
Since the physical distance between the various liquids in the pasteurization plates is extremely small, the liquids have the potential to move through the plates and cross-contaminate the product if pin holes exist.
The plates are of sanitary design, constructed of stainless steel or other corrosion resistant material, and are without pin holes. The plates are clean with no presence of liquid egg remnants or foreign materials. The plate gaskets are equipped with leakage grooves, in good condition and not compressed or otherwise showing signs of wear. During operation the pasteurizer does not leak at the plate gaskets.
A routine program to monitor the condition of plates (for example, pin holes in plates, gasket condition, cracks) is established, taking into consideration the design specifications, operating conditions and hours of operation, type of product being pasteurized (for example, salted products), wear and tear and the history of the plates and gaskets. The integrity of all food contact heat exchange surfaces is checked at least twice per year by an acceptable method (for example, dye recirculation, dye check, pressure retention, helium testing). This may be reduced to once per year if salted products are not pasteurized (as per Test 17), and not exported to the USA. However, if there are problems with heat exchanger integrity (plate or gasket issues), a more frequent inspection program is implemented to verify that the problem has been remedied. Appropriate records are kept to show proper testing has occurred. These records should also document the cause of any failure (for example, age, compression, metal fatigue).
Shut-down capability
The unit is designed with the raw product inlet to the regeneration section at the lowest point of the raw regeneration section. Second regeneration sections of a dual regeneration system may have inlet at the top or bottom. The outlet could also be at the lowest point as long as it is free draining to the balance tank.
Pressure differentials
Systems without a booster pump have an appropriate system layout (for example in systems where liquid egg is drawn through the raw regeneration section by the positive displacement pump and pushed under pressure through the remainder of the system) to assure the proper pressure differential. The equipment used to monitor and control will be further discussed below under Pressure differential controllers (PCD)/gauges.
Raw liquid egg and pasteurized liquid egg are separated in the regeneration section only by thin metal plates and a system of gaskets. The raw side of the regeneration section must, at all times, be under lower pressure (at least 2psi (14 kPa) during forward flow) than the pasteurized liquid egg. In the event of metal or gasket leakage, pasteurized liquid egg will leak into raw liquid egg passages, and not vice-versa. The maintenance of this pressure relationship must be safeguarded during periods of start-up operation and shutdown. Failure to maintain the required pressure differential in any section of the regeneration section shall cause all flow promoting devices upstream of any raw regeneration section to be de-energized or isolated from the system, for example booster pump stops in HTST system
In liquid egg-to-heat transfer medium-to-liquid egg type regeneration sections, the pasteurized liquid egg section must be under greater pressure by at least 2 psi (14 kPa) than the heat transfer medium at all times. The protection is on the pasteurized liquid egg side of the system and is engineered to allow pasteurized product to leak into the heat transfer medium in case of regeneration section plate (or tubular) failures. In this type of system, the heat transfer medium (for example, hot water) must be from a safe source. The location of the pressure sensors for these controls is
- at the heat transfer medium inlet on the pasteurized side of the regeneration section and
- at the pasteurized product outlet of the regeneration section
Failure to maintain the required pressure differential in the pasteurized liquid egg section of the regeneration section shall cause all flow promoting devices upstream of any raw regeneration section to be de-energized or isolated from the system and vented to the atmosphere.
Note: in an ESL system, the flow diversion device shall move to the diverted position when the proper pressure differential is not maintained.
Flow control device (FCD)
A flow control device (FCD) controls the uniform rate of flow through the holding tube so that every particle of product is held for the legal minimum period of time. This device is a positive displacement type pump (may be a homogenizer, see Figure 6 Appendix I). Other equally effective mechanisms such as a meter based timing system with proper components (pump or flow control valve, relays, alarms and flow recorder) may also be used as a flow control device. Refer to Appendix III for more information on meter based timing systems.
General conditions
The flow control device is constructed of stainless steel and is in good mechanical and sanitary condition. There is no back-flow through the flow control device in the event of a system shut-down. The driving mechanism is designed so that in the case of, for example, wear, belt stretch, the capacity will not increase. The flow control device cannot be excluded from the system during operation of the pasteurizer. The device is located upstream from the holding tube and normally it is located between the outlet of the raw regeneration section and the inlet of the heater section of the pasteurizer.
The flow control device is an essential component of the pasteurizer, and every effort should be made to maintain its proper operation from both an efficiency and food safety standpoint.
Set and sealed
The maximum operating capacity of the flow control device is designed to ensure an adequate holding time in accordance with acceptable processing requirements.
When homogenizers are located within the pasteurizer set up, timing evaluations are made with these pieces of equipment operating (with no valve pressure on the homogenizer) and by-passed to determine the fastest flow rate (minimum holding time).
Any change in the line resistance of the system after maximum speed of the pump has been set will alter the holding time. Increasing the line resistance by the additions of plates or piping will increase the holding time. This increase in flow resistance in effect reduces the efficiency of the pasteurizer. Decreasing the line resistance by the removal of plates, pipes, or auxiliary units will decrease the holding time. Wear of the drive belts and pump impellers due to normal operation will gradually decrease the rate of flow through the system, thereby increasing the holding time.
The holding time is to be evaluated and re-sealed (if necessary) upon installation and annually thereafter, and in addition, under any 1 of the following conditions:
- whenever the seal on speed setting is broken or
- any alteration is made affecting the holding time, the velocity of the flow (such as replacement of pump, motor, belt, driver or driven pulleys, or addition or removal in the number of heat exchanger plates, pipes or auxiliary units) or the capacity of the holding tube or
- whenever a check of the capacity indicates a speed up
If the licence holder's records indicate that the belts on the timing pump were in new condition when the original holding time was evaluated, then it would not be necessary to re-evaluate the holding time when the belts are being replaced as part of regular maintenance. Keep records of alteration and re-evaluation of the system.
If maximum speed achieves an adequate holding time, a seal is not required. However, a seal is required if either of these conditions exists within a HTST system:
- if the flow control device is a positive displacement pump of the variable speed type which is not controlled by a magnetic flow meter based timing system, it should be sealed at an established capacity (speed setting) that gives legal holding time
- if the system is a meter based timing system, then means should be provided to seal the controls for the high-flow alarm, low-flow and loss-of-signal alarms
Fail safe (operation) capability
All flow control devices are inter-wired with the flow diversion device and safety thermal limit recorder micro-switches. This fail-safe wiring ensures that the flow control device only operates when the flow diversion device is in the safe forward flow or fully diverted mode. Safe forward flow is a condition where the temperature of the product is above the divert set point, and the flow control device is energized by the safety thermal limit recorder or the legal Programmable Logic Controllers (PLC). Fully diverted refers to the flow diversion device valve(s) being properly seated in the divert position so that the microswitch(es) will then energize the flow control device. In the case of a dual stem flow diversion device, this applies to both the leak detect and the divert valves.
All other flow promoting devices in the system (for example, booster pump, stuffing pump) are inter-wired with the flow control device. In the event that the flow control device is de-energized, all flow promoting devices in the system must be stopped or by-passed.
2 factors would prevent the flow control device from operating:
- malfunction or improper assembly of flow diversion device
- "Inspect" mode selected on flow diversion device panel
If the positive displacement pump is equipped with a by-pass line, it should not be used during processing.
If the homogenizer is used as the flow control device, there must not be a by-pass (recirculation line) around the homogenizer during processing. A by-pass may be present for CIP purposes but dismantled and removed during processing. To ensure that no by-pass is present during processing a proximity switch should be utilized so that the flow diversion device will not operate in forward flow. A time delay relay may be installed to permit the flow control device (any acceptable type) to continue operating during the normal time it takes for the flow diversion device to move from forward flow to diverted flow. This type of time delay relay is most common when homogenizers are used as flow control device. The time delay should not be more than 1 second. Appendix III describes the requirements for the meter based timing system.
Heating section
The heating section of the HTST pasteurizer provides rapid, uniform and controlled heating of the product up to pasteurization temperature. The raw product is usually forced through this section by the flow control device.
General conditions
The heating plates are of sanitary design, constructed of stainless steel or other corrosion resistant material and are without any pin holes in the plates.
A routine program to monitor the condition of plates (for example, pin holes in plates, gasket condition, cracks) should be established by licence holders, taking into consideration the design specifications, operating conditions and hours of operation, wear and the history of the plates and gaskets. The integrity of all food contact heat exchange surfaces should be checked at least twice per year by an acceptable method (for example, dye recirculation, dye check, pressure retention, helium testing). This may be reduced to once per year if a licence holder does not pasteurize salted products (as per Test 17), and does not export to the USA. However, if licence holder has experienced problems with heat exchanger integrity (plate or gasket issues), a more frequent inspection program should be implemented to verify that the problem has been remedied. Appropriate records should be kept to show proper testing has occurred. These records should also document the cause of any failure (for example, age, compression, metal fatigue).
The surface of the plates on the heating medium side should be free of excessive mineral scale build-up that impedes heating. The medium side and the product side of the heating plates are free of gasket pieces and other foreign debris that might accumulate there.
The gaskets of the heating plates are equipped with leakage grooves, in good condition and should not be compressed or otherwise show signs of wear. During operation the heating section should not leak at the plate gaskets.
Pressure differentials
In the heating section, the system is designed to maintain pressure on the product side of the plates at least 2 psi (14 kPa) higher than on the medium side of the plates during forward flow conditions.
Pressure gauges or sensors are required on heating sections to verify that the system is properly designed to maintain higher pressure on the product side than the medium side of the plates. Gauges or sensors are located at the heating medium inlet to the heating section and product outlet of the heating section upstream of the holding tube.
Heating medium
Steam used as a heating medium is free of harmful substances or extraneous matter. Boiler and water treatment chemicals and other additives used are safe. Options to be considered are available in the Guidance for Food Establishments Concerning Construction Materials and Packaging Materials and Non-Food Chemicals.
Cooling section
The cooling section of the HTST pasteurizer uses chilled water and/or glycol to provide rapid, uniform and controlled cooling of the pre-cooled pasteurized product coming from the pasteurized regenerator section.
General conditions
The cooling plates are of sanitary design, constructed of stainless steel or other corrosion resistant material and must be without any pin holes in the plates.
A routine program to monitor the condition of plates (for example, pin holes in plates, gasket condition, cracks) is established by the licence holder, taking into consideration the design specifications, operating conditions and hours of operation, wear and the history of the plates and gaskets. The integrity of all food contact heat exchange surfaces is checked at least twice per year by an appropriate method (for example, dye recirculation, dye check, pressure retention, helium testing). This may be reduced to once per year if a licence holder does not pasteurize salted products (as per Test 17), and does not export to the USA. However, if the licence holder has experienced problems with heat exchanger integrity (plate or gasket issues), a more frequent inspection program must be implemented to verify that the problem has been remedied. Appropriate records are kept to show proper testing has occurred. These records should also document the cause of any failure (for example, age, compression, metal fatigue).
The surface of the plates on the cooling medium side is free of excessive mineral scale build-up that impedes cooling. The medium side and the product side of the cooling plates are free of gasket pieces and other foreign debris that might accumulate there.
The gaskets of the cooling plates are equipped with leakage grooves, in good condition and must not be compressed or otherwise show signs of wear. During operation the cooling section does not leak at the plate gaskets.
Pressure differentials
In the cooling section, the system is designed to maintain pressure on the pasteurized product side of the plates at least 2 psi (14 kPa) higher than on the cooling medium side of the plates during forward flow. During diverted flow and shutdown conditions, higher pressure is maintained on the pasteurized product side of the plates than on the medium side of the plates. This reduces the possibility of chemical contamination in the event a pinhole leak develops in the plates. The pressure relationships between the pasteurized product and the cooling medium are monitored and recorded daily. Where licence holder does not have an automatic means to correct the pressure relationship as described above, the pressures are monitored and recorded a minimum of twice daily.
An automated mechanism is 1 way to achieve the correct pressure relationship in the cooling section during forward flow, divert and shutdown conditions so that the pressure on the pasteurized product side is greater than the cooling media side. In systems where there is not an automated mechanism the licence holder has a written program which includes the person responsible, what is to be done, how it is to be done, how often it is done (frequency), records to be kept and results of monitoring, verification procedures (both on-site and record review), and actions taken for deviant situations. The program specifies the parameters of acceptability/unacceptability and defines the preventive measures taken to prevent the re-occurrence of deviations. The program includes at a minimum:
- records of the pressures recorded a minimum of twice a day during production, at beginning and end of run
- microbial cooling media checks (for example, psychrotrophs, coliforms) at a frequency of at least once per week
- pH testing of cooling media at a frequency of at least once per week
- visual cooling media check at least once per week
- pinhole testing and plate teardowns at a minimum of once every 6 months
- plate replacement program
In the event that the written program does not adequately address the risks or there is failure to implement or follow the program then the licence holder should install an automated mechanism.
Where there is an automatic mechanism the cooling medium supply is stopped or diverted and the cooling medium side vented to atmosphere in the following cases:
- during forward flow, when the product pressure on the pasteurized product side drops to within 2 psi (14 kPa) of the cooling medium side of the plates
- during diverted flow and shutdown conditions
Cooling medium
Water treatment chemicals and other additives are safe. Options to be considered are available in the Guidance for Food Establishments Concerning Construction Materials and Packaging Materials and Non-Food Chemicals.
Cooling medium (usually sweet water or water-glycol mixture) is checked at least monthly for microorganisms (for example, psychrotrophs, coliforms). Where a facility licence holder does not have an automatic mechanism the cooling media is checked at least once per week.
Records document the safety of any cooling water additives and cooling media products used, as well as the microbial testing results.
Holding section
This is the part of the pasteurizer in which fully heated liquid egg is held for at least the minimum holding time. This section, which consists of a holding tube and sensing chamber, is located between the heating section of the pasteurizer and the inlet of the flow diversion device.
General conditions
The holding tube and all connections is of sanitary design and construction, and is clean and in good mechanical condition.
To attain the minimum holding time it is critical that the design of the holding tube prevents air from being incorporated into the system. Air in the system will allow individual liquid egg particles to move faster through the holding tube, thereby reducing the holding time. In order to avoid the presence of air in the holding tube, the latter is required to have a continuous upward slope (includes elbows) of at least 2% (2 cm per 100 cm) from the lowest point of the holding tube to the flow diversion device. To prevent variance in the slope, the holding tube is permanently fixed by mechanical supports.
No device should bypass the holding tube. If multiple connections to the holding tube are required to obtain different holding times depending on the product being processed, appropriate measures are taken to ensure that the right connection is used. This has to be automatically controlled to avoid human error.
No portion of the holding tube, between the inlet and the sensing chamber, is heated. The extended holding time use for processed egg pasteurization may require the use of insulation material on tubes.
Holding tube is equipped with removable elbows across the length of the holding tube to allow for adequate inspection of the interior of the elbows and tubes.
Holding time provisions holding verification and records
Holding time is to be determined for each product by measuring the product flow rate (volume per unit time) and length and diameter of holding tubes. Holding time requirements are based on the average moving particle.
Holding time is checked for each product at a frequency to ensure continuous compliance. This may require daily checks for each product. Manual verification of the holding time is performed when any of these 3 conditions is present:
- the system's flow rate is determined via the use of a magnetic flow meter but without appropriate public health controls, for example high flow alarm
- the system is a meter-based timing system with public health controls
- the system is positive displacement pump controlled with no magnetic flow meter
Refer to Test 8 and Test 9 (Appendix II) for holding time verification.
Sensing chamber
The sensing chamber is that portion of the holding tube which houses both the indicating thermometer and the safety thermal limit recorder hot liquid egg temperature sensors and is located at the outlet of the holding tube (See Figure 7, Appendix 1). The sensing chamber should maintain a slope of at least 2%. The indicating thermometer sensor and the recorder controller temperature sensor in the sensing chamber is in close proximity to one another (for example, off-set cross or split double ferrule) to ensure that the temperature of the liquid egg surrounding the 2 sensors yields a common result. The distance between the 2 probes should not be more than 30 cm (12 inches). The center line of the safety thermal limit recorder probe is not more than 45 cm (18 inches) from the center line of the divert valve stem.
Flow diversion device (FDD)
The flow diversion device (FDD) is designed for controlling the direction of product flow according to the temperature of the product leaving the holding tube. Most HTST pasteurizers use a dual stem flow diversion device incorporating 2 3-way valves in series. This system utilizes additional fail safe systems (See Figure 9, Appendix I).
The flow diversion device's valve is actuated by an air-operated diaphragm and a positive action spring. A solenoid (an electronically operated valve) energized by the safety thermal limit recorder or the safety flow limit recorder (SFLR) in the case where the system is a meter based timing system, actuates an air valve within the control box which admits air to, and exhausts air from, the diaphragm. When compressed air is admitted to the diaphragm, the spring is depressed, the lower portion of the valve seats itself, the upper portion of the valve is pulled away from its seat, and forward flow results. Any loss of air pressure or electrical power automatically returns the valve to its normal position, which is diverted flow position.
General conditions
The flow diversion device and the return lines are constructed of stainless steel and are clean and in good mechanical condition. Valves, plunger seals and O-rings are also to be clean and in good mechanical condition. This is necessary to ensure the fail-safe divert capability of the flow diversion device. Stem length of the valve should be non-adjustable to insure that proper seating of the valve is not disturbed. If the stem has a threaded attachment, means are used to prevent any misalignment. Air to the flow diversion device is clean and unrestricted.
Dual stem flow diversion device is designed to be CIP.
It is important that the flow diversion device is free of any device or switches that may override the control functions and jeopardize the safety of pasteurized product. In dual stem diversion devices which have external solenoids, the air lines do not have quick release couplings and should be identified.
Divert line
All flow diversion devices should have a pipeline that is free draining from the diversion port back to constant level tank (HTST pasteurizers) or to drain/recovery tank (ESL systems). This divert line is free of any valves which would permit stoppage of the line or excessive back pressure on the flow diversion device.
Leak detect line (HTST systems only)
This requirement is applicable to HTST pasteurizers only. In ESL pasteurizers, during divert conditions the system is programmed to initiate a complete flushing of the product followed by a full cleaning and sterilization cycles before production resumes.
A) Single stem flow diversion device
There are properly functioning leak detector ports or leak escape ports. They permit the escape, to the atmosphere, of product at sub-legal temperature which may have leaked past the first gasket seal on the forward flow portion of the valve. They prevent sub-legal liquid egg from entering the forward flow line. Leakage at this point should warn the operator that the valve O-rings are faulty. These ports should never be obstructed. These ports (poppets) should be visibly open during divert flow or shut down. The O-rings should be routinely changed.
B) Dual stem flow diversion device
Dual stem flow diversion devices have a leak detect line separate from the divert line, that is free draining from the lower port of the leak detect valve back to the constant level tank or other acceptable receptacle. No restrictions are permitted in the leak detect line as this would exert a higher pressure against the seal possibly forcing raw liquid egg out the forward flow port. This line is to be equipped, in the vertical position, with a sight glass, preferably of the 360 degrees type. The sight glass allows for unrestricted visual detection of leakage past the first valve seat. It is clear with no etching or clouding and be free draining. The sight glass should be installed at eye level wherever possible.
Location
For HTST pasteurizers, the flow diversion device is located at the end of the holding tube after the sensing chamber. It is at the highest point of the raw product in the holding tube.
For ESL systems, the flow diversion device is generally located downstream from the cooler section. In these systems, the flow diversion device is automatically prevented from assuming the forward-flow position until all product-contact surfaces between the holding tube and flow diversion device have been held at or above the required pasteurization temperature continuously and simultaneously for at least the required pasteurization time.
The divert line that is the pipeline from the diversion port of the flow diversion device to the drain or recovery tank is self-draining and is free of restrictions or valves unless such restrictions or valves are designed to prevent stoppage of the diversion line. ESL systems having the flow diversion device located downstream from the cooler are inter-wired or computer controlled to thoroughly clean and sterilize the system, including the divert pipeline, before re-starting of production. The divert pipeline of these systems may be connected to a cooling section which is not self-draining to enable sterilization of the system.
End of line valve for flushing raw product after a divert or shutdown condition
This valve is generally located at the end of the line, downstream from the flow diversion device and final cooling, to flush out product from the system and into a recovery tank following either a divert or shutdown condition. Since this valve separates the pasteurized product lines from the raw product being flushed out, it meets the same criteria as the legal flow diversion device described above.
Fail safe divert capability
In the case of sub-legal temperature, loss of electrical power or air supply, the flow diversion device is automatically returned to the divert position. In all cases the valve response time from forward flow to divert flow does not exceed 1 second.
The flow diversion device is inter-wired with the flow control device. The inter-wiring will permit the flow control device and other flow promoters to operate only when the flow diversion device is in the safe forward flow or fully divert position. Safe forward flow is a condition where the temperature of the product is above the divert set point and the flow control device is energized by the safety thermal limit recorder. In the event of the flow diversion device not being in either the safe forward flow or fully divert position, all flow promoting devices in the pasteurization system (for example, downstream from the balance tank to the break to atmosphere) automatically stop or be by-passed.
Time delay relays (HTST systems only)
Dual stem devices have the proper time delay relays. This can be verified by checking records on tests conducted on HTST equipment and its controls. Time delay relay is a unit which defers a function by a set period of time.
- A minimum 1 second time delay relay is required for dual stem flow diversion devices to flush out any product pocketed between the 2 valve seats. In HTST systems where a restrictor is required in the divert line to obtain legal hold time in diverted flow, the time delay relay must be a maximum of 3 seconds. The maximum 3 seconds of delay is not applicable when the timing system is a meter-based timing system;
- A time delay relay is required for the "Inspect" mode control switch. When the switch is moved from the "Product" to "Inspect" position, the flow diversion device must immediately divert and all flow promoters (includes flow control device) must be de-energized or valved out. The flow diversion device must remain in the diverted flow position until all the flow promoting devices have stopped (run down time or are valved out); after which it moves to the forward position but no flow promoting device shall operate. ;
-
A time delay is required for the CIP mode control switch such that all flow promoters (includes flow control device) cannot operate during the CIP operation. When the switch is moved from the "Product" to "CIP" mode, the flow diversion device must immediately divert and all the flow promoters must be de-energized. The flow diversion device remains in diverted position until all flow promoting devices have stopped (run down time). The flow diversion device is then under the control of the CIP controller,
or
- A time delay relay is required when it is desired that the flow promoting devices run during CIP operation. This time delay relay must position the flow diversion device in the diverted flow for at least 1 minute of CIP cycle. Any product pump which may produce pressure on raw regeneration section also shall not run during that minute of the CIP cycle and must be under control of the same time delay relay as the flow diversion device. If mini-washes are done, chemical cross contamination must be prevented through the use of systems outlined in Appendix IV.
If the HTST pasteurizer has a meter based timing system as a flow control device then the following additional control is required:
- the flow diversion device will divert immediately when the flow deviates from set points (above high set point or below low set point)
Device sealed
Sealing this unit will prevent any tampering with control switches and time delay relays. All solenoids, time delay relays and critical micro-switches must be sealed. In some cases, this can be achieved by sealing the control panel box. However, if the components are not in 1 box, it will be necessary to seal each component.
Indicating thermometer (HTST systems only)
The pasteurizing indicating thermometer provides the official processing temperature of the product.
General conditions
This thermometer is required for all HTST pasteurizers. It should be mercury actuated or resistance temperature devices (RTD). (See Figure 10, Appendix I).
Mercury actuated or accepted equivalent thermometers should be of direct reading type, contained in a corrosion resistant case which permits easy observation of column and scale.
The RTDs type must be fail-safe utilizing 2 separate RTDs, accurate, reliable, and meet the scale and thermometric response specifications. The criteria in Appendix II, Addendum – Testing Apparatus Specifications for Digital test thermometers should be used to evaluate RTDs when used as alternatives to mercury actuated direct reading thermometers.
Location/accessibility
The hot product indicating thermometer is located in the temperature sensing chamber along with the probe for the safety thermal limit recorder. If the indicating thermometer is not readily accessible, the operator provides adequate and safe access to it.
Both the probe and the digital readout have means to prevent unauthorized access which can be accomplished by sealing of these devices.
Specifications
The mercury column width is magnified to an apparent width of at least 1.6mm (0.0625 inch). The scale has a span of at least 14°C (25°F) including the pasteurization temperature +/- 3°C (5°F), graduated in 0.25°C (0.5°F) divisions with not more than 4 Celsius degrees (8 Fahrenheit degrees) per 25mm (1 inch) of span. The thermometer is protected against damage at 105°C (220°F). Indicating thermometer is in the same unit of measure as the recording thermometer, either both are Celsius or both are Fahrenheit.
The stem fitting is pressure tight against the inside wall of the fitting with no threads exposed to product. The distance from the product contact surface of the ferrule to the sensing area of the bulb is at least 76 mm (3 inches).
Refer to Appendix II for calibration guidance.
Safety thermal limit recorder (STLR)
The function of this device is to:
- automatically record the temperature of the product in the sensing chamber on a chart that also indicates the time of the day and provides a record of the process
- monitor, control, indicate and record the position of flow diversion device (for example, forward or divert flow)
- supply the source of power for the flow control device and flow diversion device solenoid during forward flow
General conditions
This unit, more commonly referred to as the Recorder Controller, meets the design requirements of the 3-A Accepted Practices for the Sanitary Construction, Installation, Testing, and Operation of High Temperature Short-Time Pasteurizers. Any such units must be manufactured for HTST safety thermal limit recorder usage and any modification is performed by, or authorized by the unit manufacturer.
The safety thermal limit recorder is electrically operated and the unit is housed in a case that is moisture-proof under normal operating conditions (See Figure 11 and 12, Appendix I).
The safety thermal limit recorder is maintained and operated as specified by the manufacturer. Access to public health adjustments is limited to designated qualified individuals. The cut-in/cut-out signal to the flow diversion device is independent of the movement of the temperature recording arm. The single probe which senses the temperature for both the temperature recording pen and the cut-in/cut-out control is protected against temperature damage at 105°C (220°F). It is installed with a pressure tight seat against the inside wall of the pipe with no threads exposed to liquid egg or liquid egg products. The temperature sensing area of the probe is no less than 76 mm (3 inches) from the product contact surface of the ferrule. Flow indicating lights, if present, must be operational (green for forward and red for divert).
All switches on the safety thermal limit recorder and any controls associated with the operation of the HTST unit are clearly identified. There are no switches or devices that could jeopardize the safety of the product by by-passing or overriding any public health controls.
Diversion capabilities
The safety thermal limit recorder have set-points for all the products run. If the unit has only 1 set-point capability, this value is the highest set-point temperature for any product processed on the unit.
Normally dual or multiple temperature set-point devices are installed as needed. Any such device should be supplied or recommended by the manufacturer of the safety thermal limit recorder. When a multiple temperature device is used, the set-point indicator indicates the current set-point in use. A pen attached to the set-point indicator arm, recording the actual set-point is provided.
Cut-in/cut-out (HTST systems only)
The cut-in temperature is that temperature, set within the safety thermal limit recorder, at which the safety thermal limit recorder sends a signal to the flow diversion device allowing it to go into and remain in the forward flow position. The cut-out temperature is the temperature at which this signal is turned off. The adjustment mechanism for this set-point is inaccessible to the operator once the unit has been sealed.
Cut-in and cut-out temperatures are determined and recorded on the chart daily by the operator at the start up and when new set-point is selected. A cut-in and cut-out is required in the following situations:
- when going from 1 mode to another and back again, for example following a mini-wash when on CIP mode
- when there is a new set-point selected for a product
- when the system is shut down and then is re-started
In the case of 1 and 2 this is seen as selecting a new set point and in the case of 3 this is seen as a new start up.
The cut-in temperature is the temperature observed on the indicating thermometer, at the instant the flow diversion device begins to move to the forward flow position. The flow diversion valve responds to the signal sent out by the safety thermal limit recorder when the safety thermal limit recorder senses a product temperature at or above the set-point, and is therefore temperature dependent. For HTST systems equipped with dual stem flow diversion devices, the leak detect valve responds after a pre-set time delay, and is therefore time dependent. The cut-out temperature is the temperature (during descent) at which the flow diversion device assumes the divert flow position. Normally cut-in temperature is higher (at least 0.25°C (0.50°F)) than the cut-out temperature.
With recent technology, it is possible to perform automated cut-in/cut-out temperatures using Programmable Logic Controllers. These systems will be assessed on a case by case basis.
Pens
A) Temperature recording pen
The safety thermal limit recorder has a functioning temperature recording pen. Means should be provided to allow the adjustment on the pen arm enabling the operator to adjust the pen reading to coincide with that of the indicating thermometer.
B) Frequency (event or divert) pen
All units have a functioning frequency pen or equivalent. This pen, also called the event or divert pen, records the position of the flow diversion device with a line on the outer edge of the chart. The frequency pen is energized by a micro-switch in the flow diversion device as the flow diversion device moves into fully forward position. The frequency pen is de-energized during diverted flow and it moves down to indicate a divert condition.
These 2 pens (recording and frequency) each give a line not over 0.7mm (0.025 inch) wide and are easily maintained. These 2 pens track together or follow the same time line. On certain models, the reference arc is used to align these 2 pens.
C) Third pen
If the safety thermal limit recorder requires a third pen, as with a multiple temperature divert unit, this third pen cannot track with the other 2. It is adjusted to lead or follow the other pens by a specified time factor.
This value is displayed on the safety thermal limit recorder unit.
Charts
The chart positive drive mechanism is equipped with a system to prevent slippage or manual rotation (for example pin to puncture the chart paper). The chart used corresponds with the chart number displayed on the identification plate of the safety thermal limit recorder.
The chart span is not less than 17°C (30°F), including the diversion set-point +/- 7°C (12°F), graduated in temperature scale divisions of 0.5°C (1°F). Time scale divisions are not more than 15 minutes and are spaced at least 6.3mm (0.25 inch) apart at the diversion temperature +/- 0.5°C (1°F). Recording thermometer is in the same unit of measure as the indicating thermometer, either both are Celsius or both are Fahrenheit.
Sealed
HTST safety thermal limit recorder (including ones with electrical contact points) are sealed. The sealing mechanism will provide a tamper evident restricted access to the diversion set-point adjustment. Appropriate documentation with respect to set-point value and any other pertinent information should be maintained in records.
Programmable logic controllers (PLC) and computers
Computers are different from hard-wired controls in 3 major areas. To provide adequate public health protection, the design of computerized public health controls should address these 3 major differences.
- Unlike conventional hard-wired systems, which provide full-time monitoring of the public health controls, the computer performs its tasks sequentially, and the computer may be in real time contact with the flow diversion device for only 1 millisecond. During the next 100 milliseconds (or however long it takes the computer to cycle 1 time through its tasks), the flow diversion device remains in forward flow, independent of temperature in the holding tube. Normally, this is not a problem, because most computers can cycle through 100 steps in their program, many times during 1 second. The problem occurs when the public health computer is directed away from its tasks by another computer, or the computer program is changed, or a seldom used Jump, Branch, or Go To Instruction diverts the computer away from its public health control tasks.
- In a computerized system, the control logic is easily changed because the computer program is easily changed. A few keystrokes at the keyboard will completely change the control logic of the computer program. Conversely, hard-wired systems required tools and a technician to make wiring changes. Once the hard-wired system was properly installed and working, it was never changed. This problem can be solved by sealing the access to the computer, but some procedure is needed to ensure that the computer has the correct program when the computer is re-sealed.
- Some computer experts have stated categorically that no computer program can be written error-free. They were referring primarily to very large programs, with many conditional jumps and branches, with thousands of lines of program code. For these large systems, the programs actually improve with age (the errors are found and corrected under actual conditions of use). For public health controls, the computer program must and can be made error-free, since the programs required for public health control are relatively brief.
If the design of computerized public health controls does address the above mentioned differences, they can be effectively interfaced with conventional hard-wired operating controls and instrumentation. When computers or programmable logic controllers are used in pasteurizing systems, they should be installed in such a manner that no public health controls are controlled by or circumvented by the computer or programmable logic controller during the product run operations. In order to achieve this, it is highly recommended that there be a separate programmable logic controller for legal pasteurizer controls.
A designated person is responsible for ensuring that their programmable logic controller or computer installation meets, as a minimum, the requirements of this section through documentation and testing. In the event that the programmable logic controller needs to be repaired, a reliable trained third party may connect remotely to the system as long as there is no permanent connection. There would need to be documentation to show the date of entry, purpose of re-programming, who did the repair, who verified the repair, that the seal giving access to the programmable logic controller was broken and re-sealing occurred including the seal number.
It is also licence holder's responsibility to ensure that their programmable logic controller programming for a new pasteurizer or legal application meets the appropriate standards. They should have the capability, or arrange for their programmer, to explain the ladder logic and demonstrate how the public health controls have been met.
The responsible regulatory agency can evaluate the complete documentation of interconnecting wiring, air piping, applicable programming logic and ladder logic, seals and results of the testing procedures which will confirm that no public health controls are circumvented by the computer. This will help to verify compliance with the criteria in Appendix II.
Computerized systems logic diagrams
Legend
t = Time
T = Temperature
PDD = Position Detecting Device
FDD = Flow-Diversion Device
LOSA = Loss of Signal/Low Flow Alarm
HFA = High Flow Alarm
STLR = Safety Thermal Limit Recorder/Controller

Reference: Grade "A" Pasteurized Milk Ordinance, 2015 Revision (U.S. Department of Health and Human Services Public Health Service Food and Drug Administration)
Description for Logic Diagram 1: HTST Flow Diversion Device, Divert Valve Stem
This diagram shows the cycle operation of the computerized system.
System starts.
In Inspect mode:
Condition:
- t > time for pump to stop
When this condition is met, Divert valve solenoid is energized
In Product Mode:
Conditions:
- T > Pasteurization Standard
- Manual Divert is off
- Flow > LOSA
- Flow < HFA
- t > Required time delay
When these conditions are met, Divert valve solenoid is energized.
In CIP mode:
Conditions:
- t > 10 min
Once this condition is met, programmed CIP operations are performed.
Once complete, diver valve solenoid is energized.

Reference: Grade "A" Pasteurized Milk Ordinance, 2015 Revision (U.S. Department of Health and Human Services Public Health Service Food and Drug Administration
Description for Logic Diagram 2: HTST Flow Diversion Device, Leak-Detect Valve Stem
This diagram shows the cycle operation of the computerized system.
System starts.
In Inspect mode:
Condition:
- t > time for pump to stop
When this condition is met, Divert valve solenoid is energized
In Product Mode:
Conditions:
- T > Pasteurization Standard
- Manual Divert is off
- Flow > LOSA
- Flow < HFA
- Flow Diversion Valve Position Detecting Device is ON
- t > flush time
When these conditions are met, Divert valve solenoid is energized.
In CIP mode:
Conditions:
- t > 10 min
Once this condition is met, programmed CIP operations are performed.
Once complete, diver valve solenoid is energized.

Reference: Grade "A" Pasteurized Milk Ordinance, 2015 Revision (U.S. Department of Health and Human Services Public Health Service Food and Drug Administration
Description for Logic Diagram 3: HTST Safety Thermal Limit Recorder Controller
This diagram shows the cycle operation of the computerized system.
System starts.
- STLR Chart Motor energized
- If the Divert valve PDD indicates that it is not in divert mode, then green light is on and frequency pen solenoid is energized
- If the Divert valve PDD indicates that it is in divert mode, and Detect valve PDD indicates that it is in divert mode, red light is on.
- If the Divert valve PDD indicates that it is in divert mode, and Detect valve PDD indicates that it is not in divert mode, no light is on.
- If T > Pasteurization standard, booster pump, timing pump and FDD are energized.
- If T < Pasteurization standard, timing pump is energized through PDD.

Reference: Grade "A" Pasteurized Milk Ordinance, 2015 Revision (U.S. Department of Health and Human Services Public Health Service Food and Drug Administration
Description for Logic Diagram 4: HTST Timing Pump
This diagram shows the cycle operation of the computerized system.
System starts.
In inspect mode, timing pump is off.
In product mode:
Timing pump starter is energized if:
- T > Pasteurization standard:
- Divert valve PDD detects diverted position and Detect valve PDD detects diverted position
- t < 1.0 sec
In CIP mode:
Timing pump starter is energized if t > 10 minFootnote 1.

Reference: Grade "A" Pasteurized Milk Ordinance, 2015 Revision (U.S. Department of Health and Human Services Public Health Service Food and Drug Administration)
Description for Logic Diagram 5: HTST Booster Pump
This diagram shows the cycle operation of the computerized system.
System starts.
In Inspect Mode:
- Booster pump is off
In Product mode:
Conditions:
- Timing pump is On
- Divert valve PDD detects forward flow
- Detect valve PDD detects forward flow
- Proper regenerator pressures are attained
When these conditions are met, booster pump starter is energized
In CIP mode:
Booster pump starter is energized if t > 10 minFootnote 1
Pressure differential controllers (PDC)/gauges
Proper pressure relationships must exist across all media to prevent contamination of the pasteurized product by raw product, heating medium and cooling medium. Pressure relationships under the following conditions must be considered:
- forward flow
- divert flow
- shutdown
Product regeneration section with booster pump
Pressure differential controllers should be installed in all systems that use a raw product booster pump. In the product regeneration section, the pressure differential controller allows the booster pump to operate only when the proper pressures are established between raw and pasteurized product.
Cooling section
The use of an automated mechanism is the generally accepted approach to achieve the correct pressure relationship in the cooling section during forward flow, divert and shutdown conditions so that the pressure on the pasteurized product side is greater than the cooling media side. Alternately, there is a written program implemented as outlined below.
In systems where there is not an automated mechanism the licence holder has a written program to monitor the pressure differential which includes the person responsible, what is to be done, how it is to be done, how often it is done (frequency), records to be kept and results of monitoring, verification procedures (both on-site and record review), and actions taken for deviant situations. The program specifies the parameters of acceptability/unacceptability and defines the preventive measures taken to prevent the re-occurrence of deviations.
The program includes at a minimum:
- records of the pressures recorded a minimum of twice a day during production, at beginning and end of run
- microbial cooling media checks (for example, psychrotrophs, coliforms) at a frequency of at least once per week
- pH testing of cooling media at a frequency of at least once per week
- visual cooling media check at least once per week
- pinhole testing and plate teardowns at a minimum of once every month
- plate replacement program
General conditions
The pressure differential controller system is designed properly to address the risk and meet 3-A (603-07 Accepted Practice for Sanitary Construction, Installation, Testing and Operation of High-Temperature Short-Time and Higher-Heat Shorter-Time Pasteurizer Systems).
The sensors and gauges of pressure differential controllers are clean and in good mechanical condition. The design should allow easy dismantling of sensors for inspection and the indicating section are housed in an appropriate control panel.
Location
When the pressure differential controller is used to control a raw product booster pump it has its raw product sensor and or gauges located between the booster pump and the raw product inlet to the regeneration section. The pasteurized product sensor is installed at or downstream from, the pasteurized product outlet of the regeneration section.
If the HTST system has a split regeneration section then a separate pressure differential controller is installed for each section of the regeneration section. The pressure sensor location for each section meets any necessary foregoing criteria.
Gauges and/or sensors should be located at the outlet of the cooling section on the product side and at the inlet of cooling section on the cooling medium side.
Where there is an automatic mechanism the cooling medium supply is stopped or diverted and the cooling medium side vented to atmosphere in the following cases:
- during forward flow, when the product pressure on the pasteurized product side drops to within 2 psi (14 kPa) of the cooling medium side of the plates and
- during diverted flow and shutdown conditions
Sealing
Procedures are in place to prevent unauthorized access to the pressure differential controller setting and pressure sensors. This can be achieved by applying a seal on to the sensors and controller.
Homogenizer
The homogenizer is a high pressure pump that produces a homogenized product by reducing the size of fat globules as they are forced through a small orifice under high pressure. Since the homogenizer is a positive pump, it can be utilized as a flow control device.
General conditions
Homogenizers when operated in conjunction with the HTST pasteurizer, are installed so that they will not reduce the holding time below the required minimum.
Filters, homogenization valves, pistons, seat valves, pressure gauges and dead ends are clean and in good mechanical condition. All product contact surfaces must be stainless steel. All homogenizers should be equipped with appropriate gauges.
Homogenizer with a greater capacity than the flow control device
Recirculation Line
If the homogenizer has a capacity greater than the flow control device then the homogenizer would normally be located downstream from the flow control device. In this situation, a recirculation line between the inlet (suction line) and the outlet (pressure line) of the homogenizer should be installed to prevent the homogenizer from starving. This line should be unrestricted and should not contain a shut-off valve, but may contain a check valve allowing flow only from the outlet back to the inlet. The diameter of the recirculation line including the check valve should be equal or greater than the supply line to the homogenizer.
Homogenizer with a lesser capacity than the flow control device
Relief line
If the homogenizer is of lower capacity than the flow control device, and the flow control device feeds product to the suction side of the homogenizer, it should be installed upstream from the flow diversion device. A sanitary relief line to the constant level tank should be provided, from a point between the flow control device discharge and homogenizer inlet. This line is equipped with a relief valve capable of maintaining sufficient back pressure to assure a full supply of product to the homogenizer.
Inter-wiring
It is only necessary to inter-wire the homogenizer when it is of lesser capacity than the timing device since, in this case, it can only be placed downstream from the flow control device. Since the homogenizer can produce flow through the holding tube when the flow control device is stopped, inter-wiring is required between the homogenizer and flow control device, which causes the homogenizer to operate only when the flow control device is operating. A time delay relay should also be installed so that during normal operation of the flow diversion device (1 second or less from forward to divert flow), the homogenizer motor will remain running.
Flow promoting devices/pumps
General conditions
Flow promoting devices and pumps which are used downstream from the holding tube, normally installed on the pasteurized side of the regeneration to maintain proper pressures when very viscous products are used, for example, salted egg yolk, are usually centrifugal pumps. They must be constructed of stainless steel or a suitable corrosion resistant material and must be clean and in good mechanical condition. Painted exterior surfaces must also be clean and in good condition, free of flaking paint and rust.
All pumps not specifically designed for CIP use must be disassembled for cleaning. This includes removal of impellers and back plates for cleaning.
Proper installation/operation
When a flow promoting devices and pumps are used in a HTST pasteurizer system downstream from the holding tube, they must be installed and operated in such a way that they will not:
- interfere with the detection, or stoppage, of forward flow of unpasteurized liquid egg
- influence the proper pressure relationship within the regeneration section
- reduce the holding time below the required minimum
- create negative pressure between the holding tube and the inlet to the pump
Flow promoting devices and pumps are utilized to force-feed certain equipment like an homogenizer. These flow promoters and pumps are necessary in large homogenizers where it will enable the product to be under positive pressure at the homogenizer suction intake manifold. When the homogenizer is used as a flow control device, a centrifugal type pump may be installed between the raw product outlet of the regeneration section and the inlet manifold of the homogenizer to supply the desired pressure to the homogenizer. Such pumps must meet the same inter-wiring requirements as the flow control device (for example, it will only operate when the flow diversion device is in safe forward flow or fully diverted mode). These pumps may be installed to be turned on prior to starting the homogenizer.
Any flow promoting devices including pumps, located between the constant level tank and the backpressure valve must be inter-wired with the flow diversion device so they are not capable of producing flow through the holding tube when flow diversion device is not in safe forward or fully diverted flow position. This includes periods during which the "Inspect" position has been selected for the flow diversion device.
Appendix I: Schematics

Reference: Milk Pasteurization Controls and Tests, Course #302, State Training Branch, USFDA. 8th Edition, 2003.
Description for Figure 1: Typical schematic for a HTST system and related components
A typical HTST system includes:
- balance tank
- booster pump
- timing pump
- magnetic flow meter
- flow control valve
- a homogenizer
- a heat exchanger with regeneration, heating and cooling sections
- holding tubes
- Safety thermal limit recorder
- Indicating thermometer
- flow diversion device
- leak detect line
- divert line
- pasteurized product line


Description for Figure 2a: Schematic diagram of acceptable constant level tank designs
Side Overflow design:
Conditions:
- Head space (above flood level) must be twice as large as the diameter of the largest return pipeline
- Vent must be at least the same diameter of the largest return pipeline
Notes:
- If the length of the balance tank is equal or greater than 4 times the height, and the length times the height is equal or greater than π times the diameter of the largest supply pipeline squared, the bottom of the opening may be taken as the flood level.
- If the conditions of note 1 are met, and the height of the balance tank is equal or greater than twice the diameter of the largest supply pipeline, the vent on the top of the tank may be eliminated.
Internal overflow design
Conditions:
- Head space (above flood level) must be twice as large as the diameter of the largest return pipeline
- Vent must be at least the same diameter of the largest return pipeline
Notes:
- If largest dimension of tank is less than 3 feet: length of balance tank must be equal of greater than the diameter of the largest supply pipeline, but not less than 4 inches.
- If largest dimension of tank is greater than 3 feet: length of balance tank must be equal or greater than the diameter of the largest supply pipeline, but not less than 6 inches.


Description for Figure 2b: Schematic diagram of acceptable constant level tank designs
Elevated side bridge design
Conditions:
- Head space (above flood level) must be at least twice as large as the diameter of the largest return pipeline
- If there is a removable cover (not attached to CLT), the diameter of the opening must be twice as large as the largest supply pipeline.
Note:
- Cover must be light enough to be lifted by overflow at flood level.

Description for Figure 3: Example of umbrella deflector to protect opening to constant level tank (CLT)
This schematic describes the conical shape and positioning of an umbrella deflector, where the return line meets the constant level tank.

Reference: Dairy Processing Handbook, 2003
Description for Figure 4: Centrifugal Pump and impeller
These pictures show the basic design of a centrifugal pump and the impeller, which is designed to create flow by using centrifugal force.

Reference: Milk Pasteurization Controls and Tests (Red cow book), 8th Edition, 2003.
Description for Figure 5: Close-coupled booster by-pass configuration (Booster pump at left, timing pump at right)
This picture demonstrates a close-coupled by-pass connection, which allows for product to by-pass the booster pump.

Reference: Dairy Processing Handbook, 2003
Description for Figure 6: Positive-displacement Pump (rotor type)
These pictures demonstrate the basic design and operation of a positive-displacement pump, which consists of vanes mounted to a rotor that rotates inside of a cavity.

Reference: Grade "A" Pasteurized Milk Ordinance, 2015 Revision (U.S. Department of Health and Human Services Public Health Service Food and Drug Administration)
Description for Figure 7: HTST Pasteurizer with a Booster Pump, Meter Based Timing System and a Homogenizer with a Bypass Line
This figure shows a generic HTST system, but highlights the requirement for the distance from the center of the STLR to the center line of the divert valve stem. The distance is within 45 cm (18 in.)

Reference: Milk Pasteurization Controls and Tests (Red cow book), 8th Edition, 2003.
Description for Figure 8: Single stem flow diversion device
This picture illustrates the basic design of a single stem flow diversion device which consists of 1 three-way valve.

Reference: Milk Pasteurization Controls and Tests (Red cow book), 8th Edition, 2003.
Description for Figure 9: Dual Stem Flow Diversion Device
This picture illustrates the basic design of a dual stem flow diversion device, which consists of two, three-way valves connected by a common line.
Reference: Milk Pasteurization Controls and Tests (Red cow book), 8th Edition, 2003.

Anderson Instruments, April 16, 2010.
Description for Figure 10: Indicating thermometer
This figure illustrates the basic design of a mercury indicating thermometer as well as a resistance temperature device (RTD).

Description for Figure 11: Safety Thermal Limit Recorder Controller (STLR) Basic Design and Components
The components of a dual-diversion recorder controller are:
- Lower diversion point adjusting screw
- Baffle arm sub-assembly
- Overthrow link pivot
- Overthrow link
- Upper diversion point adjusting screw
- stop plate
- baffle pivot
- flexible strip
- solenoid
- bourdon spring
- diversion pointer
- zero screw
- baffle
- nozzle
- microswitch
- final temperature bulm
- 20 psi air supply

Description for Figure 12: Dual type STLR for flow and temperature recording
This figure illustrates the basic design of an STLR, which consists of a temperature sensor, various pens and a chart.
Appendix II: Test procedures
- Introduction
- A. Thermometers
- Test 1: Indicating thermometers - Temperature accuracy
- Test 2: Indicating thermometers - Thermometric response
- Test 3: Recording thermometers - Check against indicating thermometer
- Test 4: Recording thermometers - Time accuracy
- Test 5: Recording thermometers - Temperature accuracy
- Test 6: Liquid egg flow controls – Liquid egg temperatures at Cut-In and Cut-Out
- Test 6.1: Liquid egg flow controls – Liquid egg temperatures - Cut-In and Cut-Out: ESL pasteurizers using indirect heating
- Test 7: Safety thermal limit recorder - Thermometric response
- B. Holding time
- C. Flow diversion device
- D. Pressure differential
- Test 17: Pinholes check - Dye recirculation procedure
- Test 18: Pressure differential controller
- Test 18.1: Inter-wiring of the pressure differential recorder controller with the flow control device
- Test 19: Pressure gauges - Displays
- Test 20: Booster pumps - Inter-wired with flow control device
- Test 21: Booster pumps - Inter-wired with pressure differential controller
- Test 22: Booster pumps - Inter-wired with flow control device (timing pump, metering pump)
- E. Meter based timing systems
- Addendum: Testing apparatus specifications
Introduction and use of test procedures
The critical processes (for example HTST and ESL pasteurization systems) used by a licence holder may be tested in accordance with the test procedures found in this document. This testing can be done by trained personnel or a reliable third party.
The licence holder is responsible to ensure these test procedures are followed. They should review the results on a timely basis to ensure accuracy of testing and that corrective action was taken both on the equipment and on the product, if necessary.
The licence holder's preventive control plan outlines what tests are being performed, frequency, who is responsible, verification procedures, corrective action and records kept.
It is critical that any time there are alterations or new installations to the critical processes, equipment tests are performed to evaluate the effectiveness of the changes and the impact on the system.
A. Thermometers
Test 1: Indicating thermometers - Temperature accuracy
Application
Pasteurization indicating thermometers. Applies to HTST and ESL systems.
Frequency
Upon installation and once every 6 months thereafter.
Criteria
- pasteurization indicating thermometer: accuracy within 0.25°C (0.5°F) in a specified scale range
Apparatus
- a certified test thermometer meeting the specifications of the addendum to this appendix - Testing Apparatus Specifications
- water, oil or other suitable media and agitator
- suitable means of heating water, oil or other suitable media bath
- indicating thermometer to be tested
Method
Both the indicating and test thermometers are exposed to water, oil or other suitable media bath of uniform temperature. Indicating thermometer reading is compared to the reading of the test thermometer.
Procedure
- Bring up the water, oil or other suitable media bath temperature to within a range of 2°C of the appropriate pasteurization (diversion) temperature.
- Maintain rapid agitation throughout the test.
- Insert the indicating and test thermometer to indicated immersion point during the test. Hold the indicating and certified thermometer for 5 minutes, 2 minutes for electronic recording thermometers, before reading.
- Compare both thermometer readings at the temperature reading within the test range and record results and thermometer identification.
- Repeat the test 3 times.
- Record the results.
Corrective action
Do not run test if mercury column has been split or capillary tube is broken, as thermometer should be returned to the factory for repair. When the indicating thermometer differs from the test thermometer by more than 0.25°C (0.5°F), the scale plate of the indicating thermometer should be adjusted to agree with the test thermometer. Retest the thermometer after adjustment.
Note: the above procedure applies only to thermometers used for pasteurization. All other thermometers used by the licence holder should be calibrated according to the manufacturer's recommendations.
Test 2: Indicating thermometers - Thermometric response
Application
Pasteurization indicating thermometer. Applies to HTST systems.
Frequency
Upon installation and once every 6 months thereafter.
Criteria
Indicating thermometer moves through a 7°C (12°F) range in no more than 4 seconds.
Apparatus
- test thermometer
- stopwatch
- water, oil or other suitable media bath and agitator
- suitable means for heating the water, oil or other suitable media bath
- indicating thermometer from pasteurizer
- bucket of ice water
Method
Measure the time required for the reading of the thermometer being tested to increase 7°C (12°F) through a specified temperature range (temperature range must include pasteurization or treatment temperature). The temperature used in the water, oil or other suitable media bath will depend upon the scale range of the thermometer to be tested.
Procedure
- Immerse the indicating thermometer in water, oil or other suitable media bath held at a temperature at least 11°C (19°F) higher than the minimum scale reading on the indicating thermometer. The bath temperature should be higher than the maximum pasteurization temperature for which the thermometer is used.
- Immerse indicating thermometer in bucket of ice water for 10 seconds to cool it.
- Note: continuous vigorous agitation of water, oil or other suitable media baths during the performance of steps 3, 4 and 5 is required. Elapsed time between end of step 1, and beginning of step 3 should not exceed 15 seconds so hot water does not cool significantly.
- Insert indicating thermometer in hot water, oil or other suitable media bath to proper bulb immersion depth.
- Start stopwatch when indicating thermometer reads 11°C (19°F) below bath temperature.
- Stop stopwatch when indicating thermometer reads 4°C (7°F) below bath temperature.
- Record the thermometric response time (must be less than 4 seconds).
- Repeat the test 3 times.
- Record the results.
Example: for a thermometer used at pasteurization temperature set points of 71.7 and 74.4°C (161 and 166°F), a water, oil or other suitable media bath at a temperature of 78.3°C (173°F) could be used. 11°C (19°F) lower than 78.3°C (173°F) water, oil or other suitable media bath would be 67.3°C (154°F); 4°C (7°F) lower than 78.3°C (173°F) water, oil or other suitable media bath would be 74.3°C (166°F). Hence, after immersing the thermometer which has been previously cooled, in the 78.3°C bath (173°F), the stopwatch is started when thermometer reads 67.3°C (154°F) and stopped when it reads 74.3°C (166°F).
Note: the test included the pasteurization temperature of 71.7 and 74.4°C (161 and 166°F).
Corrective action
If the response time should exceed 4 seconds, the thermometer should be replaced or returned for repair.
Test 3: Recording thermometers - Check against indicating thermometer
Application
All recording and recording/controller thermometers used to record liquid egg temperatures during pasteurization. Applies to HTST and ESL systems.
Frequency
Upon installation, once every 6 months, and daily by the licence holder.
Criteria
Recording thermometer should not read higher than corresponding indicating thermometer.
Apparatus
- certified or calibrated indicating thermometer
- water, oil or other suitable media bath and agitator
- suitable means to heat the water, oil or other suitable media bath
Method
This test requires that a reading of the recording thermometer be compared with that of the indicating thermometer at a time when both are exposed to liquid egg at a stabilized pasteurization temperature while the pasteurization system is operating and both thermometers are installed in their normal location in the temperature sensing chamber.
Procedure A: Annual test
- Place the indicating or certified thermometer and recorder probe in circulating water, oil or other suitable media bath at processing temperature. Stabilize for 5 minutes (2 minutes for electronic recording thermometers).
- Read the indicating and recording thermometer. Record the results.
- Adjust the recording pen to the same as the indicating thermometer if needed.
Procedure B: Daily test
- Read the indicating thermometer when the liquid egg is at a stabilized temperature for 5 minutes (2 minutes for electronic recording thermometers).
- Immediately inscribe a line using permanent ink on the recording thermometer chart that intersects the recording temperature arc at the pen location.
- Record on the chart the indicating thermometer temperature and initials of the operator or person performing the test.
- Record results and make adjustments if required.
Corrective action
If recording thermometer reads higher than indicating thermometer, the pen should be adjusted by the licence holder.
Note: the above procedure applies only to recording thermometers used for pasteurization. All other recording thermometers used by the licence holder should be calibrated according to the manufacturer's recommendations.
Test 4: Recording thermometers - Time accuracy
Application
All recording and recorder/controller thermometers used to record time of pasteurization. Applies to HTST and ESL systems.
Frequency
Upon installation and every 6 months thereafter.
Criteria
The recorded time of pasteurization shall not exceed true elapsed time.
Apparatus
- stopwatch
Method
Comparison of the recorded time over a period of not less than 30 minutes with a stopwatch of known accuracy. For recorders utilizing electric clocks, check cycle on face plate of clock with known cycle; observe that clock is in operating condition.
Procedure
- Determine if chart is appropriate to recorder. Verify that mechanism to grip and perforate chart paper is operational.
- Mark a reference point on the backplate of the recorder at the outer circumference of the chart paper.
- With the chart paper removed from the recorder, inscribe a reference mark at the outer edge of the chart, lined up with any printed hour time line.
- Install chart in the recorder with reference mark on chart lined up exactly with reference mark on back plate. Secure in place.
- Start stopwatch.
- At the end of 30 minutes by stopwatch, inscribe a second reference mark on the chart paper exactly opposite the backplate reference mark.
- Stop the stopwatch.
- Compare the time recorded on the chart with the true elapsed time from the stopwatch.
- For electric clocks, remove face plate, compare cycle specification on face plate with current cycle utilized.
- Enter finding on chart and initial. Record results.
Corrective action
If recorded time is incorrect, the clock should be adjusted or repaired.
Note: the above procedure applies only to recording thermometers used for pasteurization. All other recording thermometers used by the licence holder should be tested according to the manufacturer's recommendations.
Test 5: Recording thermometers – Temperature accuracy
Application
All recording and recorder/controller thermometers used to record liquid egg temperatures during pasteurization. Applies to HTST and ESL systems
Frequency
Upon installation, every 6 months thereafter, and whenever recording pen-arm setting requires frequent adjustment.
Criteria
Accuracy within ±0.5°C (1°F), in specified scale range.
Apparatus
- verified pasteurizer indicating thermometer
- 2 water, oil or other suitable media baths and agitator
- suitable means for heating the water, oil or other suitable media bath
- ice bath
Method
The testing of a recording thermometer for temperature accuracy involves the determination of whether or not the temperature pen-arm will return to within 0.5°C (1°F) of its previous setting after exposure to high temperature and melting ice.
Procedure
- Heat a container of water, oil or other suitable media to pasteurization temperature.
- Adjust the recording pen to read exactly as the previously tested indicating thermometer after a stabilization period of 5 minutes (2 minutes for electronic recording thermometers) at pasteurization temperature. The water, oil or other suitable media shall be rapidly agitated throughout the stabilization period.
- Prepare water, oil or other suitable media bath by heating to approximately 100°C. Maintain temperature. Prepare a second bath with melting ice. Place baths within working distance of the recorder sensing element.
- Immerse the sensing element or recorder in boiling water, oil or other suitable media for not less than 5 minutes (2 minutes for electronic recording thermometers).
- Remove the sensing element from the boiling water, oil or other suitable media and immerse it in the water, oil or other suitable media heated to pasteurization temperature. Allow a 5 minute (2 minutes for electronic recording thermometers) stabilization period for both indicating or certified and recording thermometers. The 2 readings must be within ±0.5°C (1°F). The water, oil or other suitable media shall be rapidly agitated throughout the stabilization period.
- Remove sensing element from the bath at operating temperatures and immerse in melting ice for not less than 5 minutes (2 minutes for electronic recording thermometers).
- Remove sensing element from ice water and immerse in water at pasteurization temperature. Allow a 5 minute (2 minutes for electronic recording thermometers) stabilization period for both indicating or certified and recording thermometers. The 2 readings must be within ±0.5°C (1°F). The water, oil or other suitable media bath shall be rapidly agitated throughout the stabilization period.
- Record results.
Corrective action
If the pen does not return to 0.5°C (1°F), plus or minus, of indicating thermometer reading, the recording thermometer should be repaired.
Note: the above procedure applies only to recording thermometers used for pasteurization. All other recording thermometers used by the licence holder should be tested according to the manufacturer's recommendations.
Test 6: Liquid egg flow controls – Liquid egg temperatures at Cut-In and Cut-Out
A) Installation and inspection test
Application
All safety thermal limit recorders used in connection with HTST pasteurizers.
Frequency
Upon installation and once every 6 months thereafter.
Criteria
- no forward flow until pasteurization temperature has been reached
- flow diverted before temperature drops below minimum pasteurization temperature
- cut-in temperature is higher than cut-out temperature
Apparatus
- water bath
- indicating or certified test thermometer with accuracy of ±0.1°C (0.2°F) as determined by the National Institute of Standards and Technology (NIST)
- water bottle
Method
Observe the actual temperature of the indicating thermometer at the instant forward flow starts (cut-in) and stops (cut-out).
Procedure
- Cut-in temperature
- while water in water bath is completely flooding the sensing element of the safety thermal limit recorder and the indicating or certified thermometer, increase the heat gradually so as to raise the temperature of the water or liquid egg at a rate not exceeding 0.5°C (1°F) every 30 seconds.
- observe the verified indicating or certified thermometer reading at the instant the flow diversion device starts to move.
- observe that the frequency pen reading is synchronized with the recording pen on the same reference arc.
- record the indicating or certified thermometer reading.
- Cut-out temperature
- after the cut-in temperature has been determined and while the water is above the cut-in temperature, allow the water to cool slowly at a rate not exceeding 0.5°C (1°F) per 30 seconds. Cool water in a water bottle may be used if necessary.
- observe indicating or certified thermometer reading at the instant forward flow stops.
- record the indicating or certified thermometer reading.
B) Daily test
Application
All safety thermal limit recorders used in connection with HTST pasteurizers.
Frequency
Daily by the licence holder and whenever a new set-point is selected on a multiple temperature divert unit.
Criteria
- no forward flow until pasteurization temperature has been reached
- flow is diverted before temperature drops below minimum pasteurization temperature
- cut-in temperature is higher than cut-out temperature
Apparatus
- none
Method
Observe the actual temperature of the indicating thermometer at the instant forward flow starts (cut-in) and stops (cut-out).
Procedure
- Cut-in temperature
- with the system operating and while liquid egg or water is completely flooding the sensing element of the safety thermal limit recorder and the indicating thermometer within the sensing chamber, increase the heat gradually so as to raise the temperature of the water or liquid egg at a rate not exceeding 0.5°C (1°F) every 30 seconds.
- observe the indicating thermometer reading at the instant the flow diversion device begins to move.
- observe that the frequency pen reading is synchronized with the recording pen on the same reference arc.
- record the indicating thermometer reading on the recorder chart; inscribe initials.
- Cut-out temperature
- after the cut-in temperature has been determined and while the liquid egg or water is above the cut-in temperature, allow the liquid egg or water to cool slowly at a rate not exceeding 0.5°C (1°F) per 30 seconds.
- observe indicating thermometer reading at the instant forward flow stops.
- record the indicating thermometer reading on the recorder chart; inscribe initials.
Corrective action
Should the reading be below the minimum pasteurization temperature, the cut-in and cut-out mechanism and/or the differential temperature mechanism should be adjusted to obtain proper cut-in and cut-out temperatures by repeated tests.
Test 6.1: Liquid egg flow controls – Liquid egg temperatures - Cut-In and Cut-Out: ESL pasteurizers using indirect heating
Application
All ESL systems using indirect heating.
Frequency
Upon installation, every 6 months thereafter, and whenever the thermal controller seal is broken.
Criteria
No forward flow unless pasteurization temperature has been achieved.
Apparatus
- oil bath (above boiling point)
Method
Observe the actual temperature in the constant temperature bath at which the 2 sensing elements (holding tube and flow diversion device) signal for forward flow (cut-in) and diverted flow (cut-out).
Procedure
- Cut-in temperature
- wire the test lamp in series with the control contacts of the sensing element (holding tube). Immerse this sensing element in the constant temperature bath. Raise the bath temperature at a rate not exceeding 0.5°C (1°F) every 30 seconds.
- observe the temperature reading at the cut-in temperature (when the test lamp lights).
- record the temperature.
- repeat the procedure for the other sensing element, for example, the flow-diversion device.
- Cut-out temperature
- after the cut-in temperature has been determined and while the oil is above the cut-in temperature, allow the oil to cool slowly at a rate not exceeding 0.5°C (1°F) per 30 seconds.
- observe the temperature reading on the controller when the test lamp goes out (cut-out temperature).
- record the temperature.
- repeat the procedure above for the other sensing element, for example, the flow diversion device.
- when proper cut-out temperature has been verified for both sensing elements, seal the controller system.
Corrective action
Where adjustment is necessary, refer to manufacturer's instructions. After adjustment, repeat the procedure above.
Test 7: Safety thermal limit recorder – Thermometric response
Application
All safety thermal limit recorders used in connection with HTST pasteurizers.
Frequency
Upon installation and once every 6 months thereafter.
Criteria
Recorder controller moves through a specific range 7°C (12°F) in less than 5 seconds.
Apparatus
- verified indicating thermometer
- stopwatch
- water baths and agitator
- suitable means for heating the water bath
Method
Measure the time interval between the instant when the recording thermometer reads 7°C (12°F) below the cut-in temperature and the moment of cut-in by the controller. This measurement is made when the sensing element is immersed in a rapidly agitated water bath maintained at exactly 4°C (7°F) above the cut-in temperature.
Procedure
- Check and, if necessary, adjust the pen-arm setting of the recording thermometer to be in the proper reference arc, and to agree with the indicating thermometer reading at pasteurization temperature.
- Determine the cut-in temperature of controller (Test 6).
- Remove the sensing element and allow it to cool at room temperature.
- Heat the water bath to exactly 4°C (7°F) above the cut-in temperature while vigorously agitating bath to insure uniform temperature.
- Immerse safety thermal limit recorder bulb in bath. Continue vigorous agitation during 6 and 7 below.
- Start stopwatch when the recording thermometer reaches a temperature of 7°C (12°F) below the cut-in temperature.
- Stop stopwatch when the flow diversion device begins to move.
- Record results.
Corrective action
If the response time should exceed 5 seconds, the safety thermal limit recorder should be repaired.
B. Holding time
Test 8: Holding time
Application
Holding time is to be determined for each product by measuring the product flow rate (volume per unit time) and length and diameter of holding tubes. Holding time requirements are based on the "average moving particle."
Frequency
- Daily checks for each product
- Whenever seal on speed setting is broken
- Whenever any alteration is made affecting the holding time, the velocity of the flow (such as replacement of pump, motor, belt, driver or driven pulleys, or decrease in number of HTST plates), or the capacity of holding tube
- Whenever a check of the capacity indicates a speed up
Holding time shall be checked for each product at a frequency to ensure continuous compliance. This may require daily checks for each product. Additional checks may be required because of changes in operating conditions, and especially for pasteurizers operating at or slightly above minimum holding times. In some cases, it may be necessary to externally seal the timing pump.
Criteria
Every particle of liquid egg shall be held for the minimum legal hold time in the forward flow position.
Procedure
-
Definition of holding tube
The holding tube of a pasteurizing unit is to have a continuously upward slope in the direction of flow of not less than 1/4 inch per foot. The system may have lengths of pipe in a horizontal position. Any section of the pipe which does not have a 1/4 inch upward slope cannot be measured as part of the holding tube.
-
Calculation of holding time
The flow rate is to be determined and calculated as required in this instruction. The holding time of each product is to be determined. The flow of water is not to be used for calculating holding time.
-
actually measure the length of all the tubes and determine the number of elbows and diameter of pipe. Lengths of an elbow in inches for various holdings tubes
Inches (") of pipe per elbow
The length in inches of 1 elbow is shown below for the various sizes used on holding tubes. (It requires 2 elbows to make a "U" connection.)
1" diameter = 3" of tubing
1 ½" diameter = 5" of tubing
2" diameter = 6" of tubing
2 ½" diameter = 8" of tubing
3" diameter = 10" of tubing
Example: there are 18 10-foot (') lengths of 2-inch diameter pipe with 34 elbows or 17 "U" connections.
18 x 10' = 180'
34 x 6" = 204" or 17'
Total length = 197'
-
Conversion of tube size
The holding tube may have pipes of 2 different diameters. When this exists, it will be necessary to convert them to 1 diameter.
Table 5 – Conversion factors for different diameters of tubing
This table shows the conversion factors from various diameter holding tubes to other diameter holding tubes.
Diameter wanted Present diameter 1" Present diameter 1 ½" Present diameter 2" Present diameter 2 ½" Present diameter 3" 1" n/a 2.490 4.624 7.434 10.893 1 ½" 0.401 n/a 1.858 2.987 4.377 2" 0.216 0.538 n/a 1.607 2.355 2 ½" 0.134 0.334 0.622 n/a 1.465 3" 0.092 0.228 0.424 0.686 n/a Example: there are 84 feet of 3-inch holding tube, including elbows, and 60 feet of 2-inch holding tube, including elbows. Convert all pipe length to 3-inch diameter equivalent. The conversion factor needed will be found in Table 5 where column 2 for the present diameter intersects column 3 for the diameter wanted. The conversion factor is 0.424.
60' (2") x 0.424 = 25.4'
84' (3") = 84.0'
Total feet equal to 3" diameter = 109.4'
Example: there are 106 feet of 2 ½-inch diameter pipe and 94 feet of 2-inch diameter pipe. Elbows are included. The total length is to be converted to 2-inch diameter.
106' (2 ½") x 1.607 (factor) = 170.3'
94' (2") = 94.0'
Total equal to 2" diameter = 264.3'
-
volume
Table 6 – Pounds of product per foot of tube
The pounds of product per foot of tube for the various sizes used as holding tubes for the different types of product
Diameter of pipe (inches) Whites (albumen), whole eggs or yolks (pounds) Salted or sugared whole eggs or yolks (pounds) 1 0.28 0.30 1 ½ 0.69 0.74 2 1.23 1.31 2 ½ 1.98 2.10 3 2.90 3.08 -
the holding capacity of the tubes is obtained by multiplying the total length of the holding tube in feet by the amount of product per foot of length (Table 6).
Example: holding tube, 190 feet of 2-inch diameter pipe. 1 foot of 2-inch diameter pipe will hold 1.23 pounds of liquid whole eggs. Multiply 190 x 1.23 = 234 pounds of whole eggs in the total holding tube.
-
the maximum permissible flow rate can be obtained by dividing the capacity of the holding tube by the average holding time (usually 3.5 minutes).
Example: whole eggs are pasteurized in the holding tubes, item d) above. Divide the capacity of the holding tube (234 pounds) by 3.5 = 66.86 pounds of whole eggs per minute.
-
- Collect a given amount of liquid at the end of the pasteurization cycle (regeneration, heating, holding tube, and cooler) for a measured length of time.
- Measure the time in seconds with a stopwatch.
- Determine the net weight of the liquid collected.
- Convert the net weight of the liquid to pounds per minute.
Example: it required 40 seconds to collect 50 pounds. Divide 60 seconds by 40 seconds = 1.5 minutes. Multiply 50 pounds by 1.5 minutes = 75 pounds of liquid per minute.
-
the average holding time may be calculated when the length of the holding tube and flow rate are known by dividing the capacity of the holding tube by the measured flow rate.
Example: the size and capacity of the holding tube are the same as item 4 above. The flow rate is 75 pounds of whole egg per minute. Divide the capacity (234 pounds) by flow rate (75 pounds a minute) = 3.12 or 3 minutes, 7 seconds.
This is 23 seconds short of the minimum holding time. The flow rate needs to be reduced to approximately 67 pounds per minute or the holding tube length increased to a total of 214 feet.
- the required length of the holding tube for a 3.5-minute holding time can be calculated from the flow rate. Multiply the flow rate (pounds/minutes) by 3.5 minutes (or holding time needed) and divide by pounds per foot of pipe for the specific diameter of pipe and product, Table 6.
-
the velocity of the product in the holding tube may be calculated or estimated from the conversion chart.
Example: length of holding tube (ft.) x 12 = velocity in inches per second. Holding time (minutes) 60
-
Corrective action
When the computed holding time for liquid egg is less than that required, either in forward flow or diverted flow, the speed of the flow control device shall be reduced or an adjustment made in the holding tube and the timing test repeated until satisfactory holding time is achieved. Should an orifice be used, to correct the holding time in diverted flow, there should be no excessive pressure exerted on the underside of the valve seat of the flow-diversion device.
Corrective action for meter based timing systems
When the computed holding time for liquid egg is less than that required the set point on the flow controller shall be decreased, or adjustment made in the holding tube and the timing test repeated until a satisfactory holding time is achieved.
Test 9: Calculated method
Application
To all HTST pasteurizers.
Frequency
- Upon installation and annually thereafter
- Whenever seal on speed setting is broken
- Whenever any alteration is made affecting the holding time (such as product formulation), the velocity of the flow (such as replacement of pump, motor, belt, driver or driven pulleys, or decrease in number of HTST plates), or the capacity of holding tube
- Whenever a check of the capacity indicates a speed up
Criteria
Every particle of liquid egg shall be held for the minimum legal hold time in both the forward and diverted flow positions.
Apparatus
- tape measure
Method
Determine the efficiency factor using the Reynolds number for water and the most viscous product to be processed at the maximum flow rate. Also determine flow rate ratio (product: water). Use the smallest efficiency factor and the determined flow rate ratio to calculate the required holding tube length.
Procedure
- Determine the inside diameter in metres of the holding tube (Table 7).
-
Calculate the velocity of the product using the following equation:
V = F/A
where:
V = Velocity (m/s).
F = Flow rate (litres/hr or litres/sec or m3/s).
A = AreaFootnote 2 (m2)
Table 7 - Holding tube data Table description
Table 7 shows the holding tube dimensions by diameter (outside and inside), area and volume in metric and imperial units
Outside diameter in. Outside diameter cm Inside diameter (d) in. Inside diameter (d) ft Inside diameter (d) cm Area (A) ft2 Area (A)cm2 Volume (Q) Imp.gal./ft Volume (Q) l/m 1 2.54 0.872 .073 2.215 .0042 3.853 .0262 .3853 1.5 3.81 1.372 .114 3.485 .0103 9.539 .0643 .9539 2 5.08 1.872 .156 4.755 .0191 17.758 .1192 1.7758 2.5 6.35 2.372 .198 6.025 .0307 28.511 .1916 2.8511 3 7.62 2.872 .239 7.295 .0450 41.800 .2808 4.1800 4 10.16 3.872 .323 9.835 .0818 75.97 .5104 7.5970 1 imp.gal. = 0.16026 ft3
Table 8 - Density and viscosity Values Table description
Table 8 shows the density and viscosity values for whole egg, egg white (albumen), yolk, sugared yolk (10%) and salted yolk (10%).
Product type Product temp Density (p) g/l Density (p) lb/ft3 Viscosity (μ) cP Viscosity (μ) lb/ft.s Whole egg 60 °C 1020 63.68 3.1 0.002 083 Egg white (albumen) (pH 7) 50 °C 1031 64.36 1.7 0.001 142 Yolk 60 °C 1027 64.11 48 0.032 254 Sugared yolk (10%) 60 °C 1054 65.80 27 0.018 143 Salted yolk (10%) 60 °C 1077 67.23 140 0.094 075 Reference: International Egg Pasteurization Manual
Note: if the product is not listed in the above table, specific viscosity values must be determined using acceptable methodology and at processing temperatures.
-
Determine the Reynolds number at the maximum flow rate for water and for the most viscous products to be processed using the following formula:
Reynolds number (Re) = (p x V x d)/μ
where: p = fluid density (kg/m3) (Table 8)
V = velocity (m/s)
d = tube inside diameter (m)
μ = viscosity (kg/(sec x m)) (Table 8)
- Convert the Reynolds number obtained into logarithmic number.
- Using the converted Reynolds number read the efficiency factor from the provided chart (Figure 1).
- Determine the flow rate ratio (r) using the following steps and formula below:
- install 1 electrode at the inlet (lowest point) to the holding tube and the other electrode at the holding tube outlet. Close the circuit to the electrode located at the holding tube inlet.
- operate the pasteurizer using water at pasteurization temperature, with flow diversion device in forward flow position.
- quickly inject saturated sodium chloride solution (approximately 50 mL) into the holding tube inlet.
- start the stopwatch with the first movement of the indicator of a change in conductivity. Open the circuit to the inlet electrode and close the circuit to the electrode at the holding tube outlet.
- stop the stopwatch with the first movement of the indicator of a change in conductivity.
- record the holding time.
- repeat the test 6 or more times, until successive results are within 0.5 seconds of each other. The average of these tests is the holding time for water in forward flow. When consistent results cannot be obtained, purge the equipment, check instruments and connections, and check for air leakage on suction side. Repeat tests. Should consistent readings not be obtained, use the fastest time as the holding time for water.
- repeat steps 4 through 10 for the holding time in diverted flow.
- with the pump at the same speed and equipment adjusted as in 1 above, time the filling of a 36 litre (8 gallon) can with a measured weight of water using the discharge outlet with the same head pressure as in normal operation. Average the time of several trials. (Since flow rates of the large capacity units make it very difficult to check by filling a 36 litre can, it is suggested that a magnetic flow meter be hooked up into the system or a calibrated tank of considerable size be used).
Flow rate ratio (r) = (Mv)/Wv)
where: Mv = average time required to deliver a measured volume of product.
Wv = average time required to deliver an equal volume of water.
For large pasteurizers this should be done by using a magnetic flow meter instead of 36 litres can.
Note: step 6 applies only to systems with a positive displacement pump as the flow control device.
-
Calculate the minimum holding tube length using the following formula:
L = (t x V)/(E x r)
where: L = Length (m)
t = minimum holding time (s).
V = velocity (m/s).
E = efficiency factor.
r = flow rate ratio (r = 1 if the system is a meter based timing system)
-
Calculate the target salt test using the following formula:
Target salt test in seconds = L/V
where: L = Length (m).
V = velocity (m/m).

Description for Test 9: Calculated method
Figure 1: Effect of Reynolds number on the ratio of average to maximum velocity in smooth tubes
This graph is used to determine the efficiency value by using the Reynolds number to calculate the time in smooth holding tubes.
The x axis on the graph shows Efficiency Value for the Ratio of Average to Maximum Velocity (V/Vmax). The values for the scale range from 0.5 to 1.0.
The y axis shows Reynolds No. - Log Chart. The values range from 102 to 107.
The graph also shows the points that the laminar flow, transitional and turbulent flow occur.
C. Flow Diversion Device
Test 10: Leakage past valve seat(s)
Application
To all flow diversion devices used with HTST pasteurizers and ESL systems which use a dual stem valve assembly.
Frequency
Upon installation and once every 6 months thereafter.
Criteria
Raw liquid egg must not leak past the flow diversion device into pasteurized liquid egg channels.
Apparatus
- suitable tools for disassembly of flow diversion device and sanitary piping
Method
Observe the valve seat(s) of the flow diversion device for leakage.
Procedure
- While operating the system with water, place the flow diversion device in the diverted flow position.
- Disconnect the forward flow piping of a single stem device and verify that the valve seat does not leak.
- On a dual stem device, remove the leak-detect pipe or observe carefully through the sight glass.
- Check the leak escape ports of a single stem device to ensure that they are open.
- Record results.
Corrective action
If leakage is noted, device must be dismantled and defective gaskets replaced or other suitable repairs made.
Test 11: Device assembly, dual stem device
Application
To all dual stem flow diversion devices used with HTST and ESL pasteurizers.
Frequency
Upon installation, once every 6 months thereafter and when micro-switch is re-set or replaced.
Criteria
The flow control device and all other flow promoters stops or by-passed when the flow diversion device is improperly assembled.
Apparatus
- tools to dismantle flow diversion device
Method
Observe function of flow control device and all other flow promoters when flow diversion device is improperly assembled.
Procedure A
- While the pasteurizer is not operating, with the flow diversion device in diverted flow, remove 1 actuator clamp.
- Move the flow diversion device to the forward flow position using the "Inspect" position of the selector switch and disconnect stem from actuator.
- Move the flow diversion device to the diverted flow position using the "Process" position of the selector switch and turn on the flow control device. The flow control device and all other flow promoters should not run or bypassed.
- Reassemble the flow diversion device by moving it to the forward flow position and reconnecting the stem to the actuator.
- Move the flow diversion device to the diverted flow position and replace the actuator clamp.
- Repeat the procedure for the other actuator.
- Record results.
Procedure B
- With the flow diversion device in the diverted flow position, move the micro-switch away from the contact groove in the valve stem. Observe that the flow control device and all other flow promoting devices are stopped or by-passed.
- Record results.
Procedure C
- With the pasteurizer system in forward flow, insert a nut into the diversion valve quick exhaust port.
- Reduce the processing temperature below the cut-out temperature.
- Observe that the diversion valve does not immediately move to the fully diverted position, that all flow promoters stop and separator is by-passed.
- Repeat the test for leak detect valve.
- Record the results.
Procedure D: (For systems with a magnetic flow meter system used as a flow control device)
- With the pasteurizer system in forward flow, insert a nut into the diversion valve quick exhaust port.
- Activate the high-flow alarm.
- Observe that the diversion valve does not immediately move to the fully diverted position, that all flow promoters stop and separator is by-passed.
- Activate the low-flow alarm or loss-of-signal alarm.
- Observe that the diversion valve does not immediately move to the fully diverted position, that all flow promoters stop and separator is by-passed.
- Repeat the test for leak detect valve.
- Record the results
Corrective action
If flow control device fails to respond as indicated, an immediate check of the device assembly and wiring is required to locate and correct the cause.

Description for Test 11: Figure 3
This schematic is a dual stem diversion device, exploded view.
Component names can be found on the next page.
Tri-Clover Model 262-121
- Lower Body - Divert Valve
- Valve Plug Assembly
- O-Ring - Valve Plug Stem
- Clamp - Body
- Gasket - Body
- Body Assembly - Valve
- Clamp - Actuator
- Connector - Hose
- Quick Exhaust Valve
- Nipple - Pipe
- Actuator Assembly (Complete)
- Upper Body - Valve
- Actuator Assembly
- O-Ring - Base Plate To Housing
- Cable Assembly
- Nut - Cable Grommet
- Grommet - Cable
- Acorn Nut
- Washer
- Housing - Microswitch
- Screw - Cover Bracket
- Lockwasher - Cover Bracket
- Screw - Microswitch Bracket
- Bracket - Cover
- Loop Clamp
- Screw - Loop Clamp
- Screw - Microswitch Adjusting
- Spring
- Bracket - Microswitch
- Bracket - Microswitch Adjusting
- Block - Microswitch Mounting
- Microswitch
- Washer
- Screw - Microswitch
- Control Panel (Complete)
Test 12: Manual diversion (where available or present)
Application
HTST system with a booster pump.
Frequency
Upon installation and once every 6 months thereafter.
Criteria
When flow diversion device is manually diverted, the booster pump stops, frequency pen records a diverted flow position, green light goes out, red light comes on and pressure differential is maintained.
Apparatus
- none
Method
Observe the response of the system to manual diversion.
Procedure
- With HTST system in operation and the flow diversion device in the forward flow position, press the manual diversion button. Observe that the flow diversion valve assumes the divert position, and the booster pump stops. The frequency pen should record a diverted flow position, and the green light goes out while the red light comes on. The pressure differential between raw and pasteurized liquid egg in the regenerator should be maintained.
- Activate the manual button while operating the HTST system at its maximum operating pressure. Confirm that the spring tension of the flow diversion device is capable of diverting the system at maximum operating pressure.
- Operate the HTST system in forward flow and activate the manual divert button until the raw side pressure reaches 0 psi (0 kPa). Release the manual divert button and observe that the pressure differential between raw and pasteurized liquid egg in the regenerator is maintained.
- Record the results.
Corrective action
If the above described actions do not occur when procedures 1, 2 and 3 are performed, or the necessary pressure differential between raw and pasteurized liquid egg is not maintained, the assembly and wiring of the HTST system must be immediately reviewed and the indicated deficiencies corrected or proper adjustments made.
Test 13: Response time
Application
To all flow diversion devices used with HTST pasteurizer and ESL systems which use a dual stem valve assembly.
Frequency
Upon installation and once every 6 months thereafter.
Criteria
The flow diversion device moves from the fully forward to the fully diverted position in no more than 1 second.
Apparatus
- stopwatch
- water, oil or other suitable media bath
Method
Determine the elapsed time between the instant of the activation of the control mechanism at cut-out temperature on declining temperature and the instant the flow diversion device takes the fully diverted flow position.
Procedure
- Place the temperature sensing probe of the safety thermal limit recorder into the water, oil or other suitable media bath.
- With water, oil or other suitable media bath at a temperature above cut-out temperature, allow the water, oil or other suitable media to cool gradually. At the moment the cut-out mechanism is activated, start the watch and the moment the flow diversion device takes the fully diverted position, stop the watch. On a dual stem device, both valves should move simultaneously.
- Record results. The response time interval must not exceed 1 second.
Corrective action
Should response time exceed 1 second, immediate corrective action must be taken.
Test 14: Valve flush time delay
Application
To all dual stem flow diversion devices in which product may be pocketed between the 2 valve seats while the valve is in diverted flow position (applicable to HTST only).
Frequency
Upon installation, once every 6 months thereafter, and whenever the seal on the time delay relay is broken.
Criteria
There shall be a flush of the transitional cavity between the 2 valves of at least 1 second. If a restrictor is installed in the divert line, the delay shall be no longer than 3 seconds. The maximum 3 seconds of delay is not applicable when the timing system is magnetic flow meter based.
Apparatus
- stopwatch
Method
When the flow diversion device moves from the diverted flow position to the forward flow position, the cavity located between the 2 valve bodies shall receive an adequate flush to remove stale product, but this flush should not compromise the required hold time.
Procedure
- Operate the pasteurizer in diverted flow position.
- Raise the temperature to a point above the cut-in temperature.
- At the instant when the divert (first) valve begins to move into its forward flow position, start the stopwatch.
- At the instant when the leak detect valve begins to move, stop the stopwatch.
- Record the result and adjust the time delay relay if necessary (and seal the time delay relay or its enclosure).
Corrective action
Should the valve flush time be less than 1 second and greater than 3 second in restrictor installed divert line, immediate corrective action must be taken.
Test 15: Time delay interlock with flow control device
Application
To dual stem flow diversion devices with a manual forward flow switch ("Inspect" position on the mode switch) in a HTST system.
Frequency
Upon installation and once every 6 months thereafter.
Criteria
To verify that the system cannot enter a manually induced forward flow position while the flow control device is running, or any flow promoting device located between the constant level tank and the backpressure valve, is active.
Apparatus
- none
Method
Determine that the flow diversion device does not assume a manually induced forward flow position while flow control device is running or any flow promoting device located between the constant level tank and the backpressure valve is active.
Procedure
- With the system running in forward flow, move the control switch to the "Inspect" position and observe that the following events automatically occur in sequence:
- the flow diversion device immediately moves to the diverted flow position and the flow control device is turned off.
- the flow diversion device remains in the diverted flow position while the flow control device is running down.
- all flow promoting devices are either de-energized or by-passed.
- after the flow control device stops running, the flow diversion device assumes the forward flow position. All flow promoting devices remain de-energized or by-passed.
- Record results and seal the timer or enclosure.
Corrective action
If the above sequence of events does not occur, either a timer adjustment or wiring change is required.
Test 16: CIP time delay relay
Application
To all HTST and ESL pasteurizer systems in which it is desired to run the flow control device and/or other flow promoting device during the CIP cycle.
Frequency
- Upon installation, once every 6 months thereafter
- Whenever the seal on the time delay relay is broken
Criteria
When the mode switch on the flow diversion device is moved from "Process Product" to "CIP", the flow diversion device shall move immediately to the diverted position and remain in the diverted position for at least 1 minute before starting its normal cycling in the CIP mode. In HTST systems the booster pump shall be turned off and shall not run during the 1 minute time delay.
Apparatus
- stopwatch
Method
Adjust the set point on the time delay relay equal to or greater than 1 minute.
Procedure
- Operate pasteurizer in forward flow with the mode switch on the flow diversion device in the "Process Product" position, at a flow rate below the value at which holding time was measured, using water above pasteurization temperature.
- Move the mode switch on the flow diversion device to the CIP position. The flow diversion device shall move immediately to the diverted position and the booster pump shall stop running.
- Start the stopwatch when the flow diversion device moves to the diverted position.
- Stop the stopwatch when the flow diversion device moves to the forward flow position for its initial cycle in the CIP mode or when the booster pump starts.
- Record results. The time delay must be at least 1 minute.
Corrective action
If the flow diversion device does not remain in the diverted position for at least 1 minute after the mode switch is moved from "Process Product" to "CIP", increase the set point on the time delay relay and repeat this test procedure. If the booster pump runs at any time during the 1 minute delay, the booster pump wiring is in need of repair.
D. Pressure differential
Test 17: Pinholes check - dye recirculation procedure
Note: other alternate tests (for example spraying dye, Freon method, helium test, pressure method, Testex Procedure) are also acceptable.
Application
All heat transfer plates of HTST and ESL pasteurizers and all other transfer plate systems in the facility.
Frequency
Every 6 months for facilities producing salted products and/or exporting to the USA, once a year for all other facilities, and more often if the integrity of the transfer plates is in question.
Criteria
To check for pinholes in the heat transfer plates.
Apparatus
- connections and fittings to circulate the back side of all non-product surfaces of plates (for example, hot water, chill water and glycol sections) and raw side of regenerator in 1 complete circuit
Method
Circulate potassium permanganate solution on both sides of heat exchanger plates. A pinhole in plate will show dye on 2 plates - the 1 with leak and the 1 opposite.
Procedure
- Clean up pasteurizer system in a normal manner.
- Make necessary connections to circulate the back side of all non-product surfaces of plates (hot water, chill water and glycol sections). This should be accomplished with 1 circulation to clean all sections at 1 time.
- Fill constant level tank with water. Begin pumping water to flush back side of plates until water runs clear.
- Direct flow to constant level tank to start circulation.
- Clean both sides of the plates properly with a recommended procedure. Flush thoroughly with warm or hot water.
- Open up the heat exchanger. Inspect each plate for proper cleaning. Plates which are not cleaned will need hand scrubbing to get clean.
- If plates are clean, leave plates spread apart and spaced to allow them to dry. All plates must be dry and clean before proceeding to the next step.
- Close up the heat exchanger. Hook up to circulate non-product side of plates as well as raw side of the regenerator in 1 complete circuit.
- Add water to constant level tank - do not turn on pump.
- Mix in potassium permanganate dye in constant level tank using a stirring rod (approximately 3.5 kg per 1000 litres water).
- Begin pumping potassium permanganate solution and adding water if necessary to keep constant level tank from running dry. Stop adding water when level in constant level tank is satisfied.
- Add approximately 4.5 litres liquid caustic solution (or 2.5 kg caustic powder mixed in 5 litres water) to constant level tank.
- Heat to 82ºC. Turn off the steam supply once this temperature is reached.
- Circulate for 30 minutes. Do not be concerned with drop in temperature during remainder circulation period.
- Pump dye solution to floor drain until constant level tank runs dry. Do not add water.
- Shut off pump when reservoir runs dry.
- Disconnect connections. Allow the heat exchanger to drain. Rinse off the floor and outside of the heat exchanger while the heat exchanger is draining.
- Open up the heat exchanger and allow to drain completely. Rinse any dye solution traces from exterior of equipment, floor etc.. Inspect each pair of product plates.
- A hole in the heat exchanger will show potassium permanganate dye on 2 plates, the 1 with leak and 1 opposite.
- It will be necessary to manually dye check both plates to determine which is leaking.
- After all plates have been inspected reconnect and circulate Oxalic acid at the rate of 100 mL per 45 litres of water through same circuit as the potassium permanganate dye solution to neutralize the dye. Heat to 60ºC. Use Oxalic acid solution from the constant level tank to clean dye from all areas where splattering has occurred.
- Connect the heat exchanger up for normal product clean-up and re-clean with normal procedure.
- Keep records to show proper testing has occurred and corrective action, if required has been taken.
Corrective action
Replace all heat transfer plates with pinholes.
Test 18: Pressure differential controller
Application
To those pressure differential controllers having pneumatically driven pointers, used to control the operation of booster pumps on HTST pasteurizers. In the case of product-to-heat transfer medium-to-product type regeneration, the heat transfer medium pump is considered as the booster pump.
Frequency
Upon installation and once every 6 months thereafter.
Criteria
To verify that the booster pump shall not operate, unless the product pressure in the pasteurized side of regenerator is at least 2 psi (14 kPa) greater than the product pressure in the raw side of the regenerator.
Apparatus
- optional - pneumatic testing device as shown in figure 4
Method
The pressure differential controller is checked and adjusted to prevent operation of the booster pump, unless the product pressure in the pasteurized side of the regenerator is at least 2 psi (14 kPa) greater than pressure in the raw side of the regenerator.
Procedure A
- Loosen the connections at both pressure sensors and wait for any liquid to drain through the loose connections. Observe that both pointers are within ±0.5 psi of 0 psi (0 kPa).
- Remove both sensors from the process and mount them in a tee, either at the discharge of the booster pump, or connected to the pneumatic testing device. Note the difference between the sensor readings. The change in elevations of the sensors may have caused some change in the 0 readings.
- Turn on the booster pump switch and depress the test push button to operate the booster pump. Observe that the difference between the sensor readings is within 1 psi (7 kPa) of that observed before pressure was applied.
- Turn off the booster pump switch and return the pressure sensors to their normal process locations.
- Manually move and hold the white pointer (raw side of the regenerator) at the normal operating pressure of the booster pump.
- Press the test button while manually moving the orange pointer (pasteurized side of the regenerator) upscale until the pilot light turns on, then slowly move the orange pointer downscale until pilot light turns off.
- Observe that the pilot light does not turn on until the orange pointer is at least 2 psi (14 kPa) higher than white pointer, and the pilot light turns off when the orange pointer is no less than 2 psi (14 kPa) higher than the white pointer.
- If necessary, adjust the differential setting.
Note: the test may also be completed using a pneumatic testing device capable of producing differential pressures on the probes. This device should be capable of performing and be operated in a manner so as to duplicate the conditions described above.
Procedure B
Application
As above and to electronically operated pressure differential controllers.
Procedure
- Follow steps 1) and 2) in procedure A.
- Operate the system in forward flow.
- Reduce the pressure in the pasteurized product regenerator section by slowly opening the backpressure control valve, or increase the raw product pressure by slowly opening the flow control valve (if present) located between the booster pump and the raw product pressure sensor.
- Observe that the booster pump stops and the pressure differential controller pilot light goes out when the pasteurized product pressure is no less than 2 psi (14 kPa) higher than raw product pressure. The booster pump cut out point is indicated by sudden decrease in raw product pressure.
Notes:
- the 2 psi (14 kPa) differential represents the sum of the 1 psi (7 kPa) differential required between raw and pasteurized product in the regenerator, plus the 1 psi (7 kPa) imprecision permitted between the 2 pressure sensors. Should the pasteurized liquid egg regenerator outlet be at the bottom of the pasteurizer, the pressure differential must be increased by the head pressure within the pasteurizer.
- this test may also be completed by using a pneumatic testing device consisting of 2 independently adjusted pressure connections to simulate raw and pasteurized product pressure conditions.

Description for Test 18 Figure 4
This schematic describes the basic design and components of a pneumatic testing device.
Components are:
- Air gauge or sensing element
- reducer
- tee
- pressure switch or sensing element
- reducer
- cap of correct type, drilled and tapped to accept ¼" pipe
- 0-100 PSIG gauge 0.5% accuracy
- needle valve
- vent
- pressure regulator
- air supply min. -70 PSIG (pounds per square inch gauge)
Test 18.1: Inter-wiring of the pressure differential recorder controller with the flow diversion device
Application
To all differential pressure controllers used to control the operation of flow diversion devices on ESL systems.
Frequency
Upon installation and once every 6 months thereafter.
Criteria
The pressure differential controller shall be inter-wired with the flow diversion device so that divert occurs when the ESL product pressure in the regenerator drops to less than 2 psi (14 kPa) from that on the raw side of the regenerator and remains in diverted flow until proper pressures are re-established. In the case of product-to-heat transfer medium-to-product regenerators, where the protection is on the pasteurized side, the "heat transfer medium" side of the regenerator is considered to be the "raw product" side for purposes of this test.
Apparatus
- sanitary pressure gauge
- pneumatic testing device as shown in Figure 4 (see task 18)
Method
The differential pressure switch is checked and adjusted to prevent forward flow, unless the product pressure in the pasteurized side of the regenerator is at least 2 psi (14 kPa) greater than the pressure in the raw product side of the regenerator. In the case of product to water to product regenerators protected on the pasteurized side, the water side of the regenerator shall be considered to be the "raw product" for purposes of this test.
Procedures
- Wire the test lamp in series with the signal from the pressure differential switch to the flow diversion device.
- Calibrate the pressure switch and probes (using Test 18, Procedure A).
- Adjust the pressure on the pressure switch sensors to their normal operating pressures (with the pasteurized, or aseptic pressure at least 2 psi (14 kPa) higher than the raw product pressure.
- The test lamp should be lit. If the test light is not lit, increase the pasteurized, or aseptic pressure (or lower the raw product pressure) until the test light is lit.
- Gradually lower the pasteurized, or aseptic side (or raise the raw product pressure) until the test light turns off.
- The test light should turn off when the pasteurized, or aseptic pressure is 2 psi (14 kPa) or more higher that the raw product pressure.
- Note the differential pressure at the point the light turns off.
- Gradually raise the pasteurized, or aseptic pressure (or lower the raw product pressure) until the test light turns on.
-
The test light should not turn on until the pasteurized, or aseptic pressure is greater than 2 psi (14 kPa) higher than the raw product pressure. Note the differential pressure at the point the light turns on.
Note: this test may be completed using a pneumatic testing device capable of producing differential pressures on the probes. This device should be capable of being operated in a manner so as to duplicate the conditions described above.
- Seal the instrument and record the test results for the office record.
Test 19: Pressure gauges - displays
Application
Pressure display of the pressure differential controller and to all pressure gauges on the HTST pasteurizer and any other heat transfer plate systems to monitor pressure.
Frequency
Upon installation, every 6 months thereafter, and whenever the gauges are adjusted or repaired.
Criteria
Required pressure gauges and displays shall be accurate.
Apparatus
- pneumatic testing device as shown in figure 4 (see task 18) or equivalent
- pressure gauge of known accuracy
Method
Verify the accuracy of required pressure gauges and displays with an accurate gauge.
Procedure
- Pressure gauge of known accuracy is connected to 1 outlet of test apparatus.
- Pressure gauge or display sensor being checked is connected to the second outlet of the sanitary tee.
- Air is bled into system through third outlet and comparative readings are made throughout the normal operating range for that gauge or display.
- Record results.
Corrective action
Inaccurate gauges or displays should be returned to the factory for repair. It is not recommended that the plant operator attempt the adjustment of pressure gauges.
Test 20: Booster pumps inter-wired with flow diversion device
Application
To all booster pumps used for HTST pasteurizer systems. In product-to-heat transfer medium-to-product type regeneration, the heat transfer medium pump is considered as the booster pump.
Frequency
Upon installation, once every 6 months thereafter, and after any change in the booster pump or switch circuits.
Criteria
The booster pump shall be wired so it cannot operate if the flow diversion device is in the diverted position.
Apparatus
- pneumatic testing device as shown in figure 4 (see task 18)
- sanitary pressure gauge
- suitable means of heating the water, oil or other suitable media bath
Method
Determine if the booster pump stops by dropping the temperature and causing the flow diversion device to divert.
Procedure
- Connect pasteurization pressure sensor to the tee of the testing device with the other end of the tee capped.
- Turn on the air supply to provide an adequate pressure differential.
- Place the safety thermal limit recorder probe in the hot water, oil or other suitable media bath, which is above the cut-in temperature.
- Cap the safety thermal limit recorder probe and pasteurized sensor port if the pasteurizer has water in it.
- Turn on the flow control device. At this time, the booster pump should start to run.
- Remove the safety thermal limit recorder probe from the hot water, oil or other suitable media bath.
- When the flow diversion device moves to the diverted flow position, the booster pump must stop.
- Ensure that the pressure differential remains adequate and the flow control device continues to operate following its momentary pause during the flow diversion device transition.
- Record the test results.
Corrective action
If the booster pump fails to stop when the flow-diversion device is in the diverted flow position, have the plant maintenance personnel check the wiring and correct the cause.
Test 21: Booster pumps inter-wired with pressure differential controller
Application
To all booster pumps used for HTST pasteurizer systems. In product-to-heat transfer medium-to-product type regeneration, the heat transfer medium pump is considered as the booster pump.
Frequency
Upon installation, once every 6 months thereafter, and after any change in the booster pump or switch circuits.
Criteria
The booster pump shall be wired so it cannot operate if the pasteurized product pressure in the regenerator does not exceed, by at least 2 psi (14 kPa), the product pressure in the raw side of the regenerator.
Apparatus
- pneumatic testing device as shown in figure 4 (see task 18)
- sanitary pressure gauge
- suitable means of heating the water bath
Method
Determine if the booster pump stops when the pressure differential is not properly maintained in the regenerator.
Procedure
- Connect pasteurization pressure sensor to the tee of the testing device with the other end of the tee capped.
- Turn on the air supply to provide an adequate pressure differential.
- Place the safety thermal limit recorder probe in the hot water, oil or other suitable media bath which is above the cut-in temperature.
- Cap the safety thermal limit recorder probe and pasteurized sensor port.
- Turn on the flow control device. At this time, the booster pump should start to run.
- Decrease the air supply to the testing tee until the pressure is less than 2 psi (14 kPa) of the pressure on the raw liquid egg pressure sensor. The booster pump must stop.
- Ensure that the flow diversion device remains in the forward flow position and the Flow Control Device continues to operate.
- Record the test results.
Corrective action
If the booster pump fails to stop when the pressure differential is not maintained, have the plant maintenance personnel determine and correct the cause.
Test 22: Booster pumps inter-wired with flow control device (timing pump, metering pump)
Application
To all booster pumps used for HTST (In product-to-heat transfer medium-to-product type regeneration, the heat transfer medium pump is considered as the booster pump). To all feed and heat transfer medium pumps used in ESL systems.
Frequency
Upon installation, once every 6 months thereafter, and after any change in the pumps or switch circuits.
Criteria
The booster/heat transfer medium/feed pump shall be wired so they cannot operate if the flow control device is not in operation.
Apparatus
- pneumatic testing device as shown in Figure 4 (see task 18)
- sanitary pressure gauge
- suitable means of heating the water bath
Method
Determine if the booster/heat transfer medium/feed pump stops when the flow control device is off.
Procedure
- Connect pasteurization pressure sensor to the tee of the testing device with the other end of the tee capped.
- Turn on the air supply to provide an adequate pressure differential.
- Place the safety thermal limit recorder probe in the hot water, oil or other suitable media bath, which is above the cut-in temperature.
- Cap the safety thermal limit recorder probe and pasteurized sensor port.
- Turn on the flow control device. At this time, the booster/heat transfer medium/feed pump should start to run.
- Turn off the flow control device. The booster/heat transfer medium /feed pump must stop.
- Ensure that the pressure differential remains adequate and the flow diversion device remains in forward flow position. Record the test results.
Corrective action
If the booster/heat transfer medium/feed pump fails to stop when the flow control device has been turned off, have the plant maintenance personnel determine and correct the cause.
E. Meter based timing systems
Test 23: High-flow alarm
Application
To all HTST pasteurizers and ESL systems using a meter based timing system to replace a positive displacement flow control device.
Frequency
- Upon installation and once every 6 months thereafter
- Whenever seal on the flow alarm is broken
- Whenever any alteration is made affecting the holding time, the velocity of the flow or the capacity of the holding tube
- Whenever a check of the capacity indicates a speed-up
Criteria
When flow rate equals or exceeds the value at which the holding time was measured, the flow diversion device shall assume the diverted position, even though temperature of the liquid egg in the holding tube is above pasteurization temperature.
Apparatus
- none
Method
Adjust the set point of the flow alarm so that the flow is diverted when the flow rate equals or exceeds the value at which holding time was measured.
Procedure
- Operate the HTST or ESL pasteurizer in forward flow, at the flow rate at which holding time was measured, using water above pasteurization temperature.
- Adjust set point on the alarm slowly downward until the frequency pen on the flow recorder indicates that an alarm condition has occurred.
- Observe that the flow diversion device moved to the diverted position while water passing through the system remained above pasteurization temperature. Verify that the frequency pen on the flow recorder records the duration of the high flow condition.
- Record the set point of the flow alarm, the occurrence of flow diversion, and the temperature of water in the holding tube.
Corrective action
If the flow diversion device does not move to the diverted position, when the frequency pen of the recorder indicates a diversion, a modification or repair of the control wiring is required.
Test 24: Loss-of-signal alarm
Application
To all HTST pasteurizers and ESL systems using a magnetic flow meter system to replace a positive displacement flow control device.
Frequency
- Upon installation and once every 6 months thereafter
- Whenever seal on the Flow Alarm is broken
- Whenever alteration is made affecting the holding time, the velocity of the flow or the capacity of the holding tube
- Whenever a check of the system indicates a speed-up
Criteria
Forward flow occurs only when flow rates are below the flow alarm set point and above (5% of the maximum) the loss-of-signal alarm set point.
Apparatus
- none
Method
By observing the actions of the frequency pen on the flow recorder and the position of the flow diversion device.
Procedure
- Operate the HTST, ESL pasteurizer with the flow diversion device in the forward flow position, at a flow rate below the flow alarm set point and above (5% of the maximum) the loss-of-signal alarm set point, using water.
- Disrupt power to the magnetic flow meter or decrease the flow through the flow meter below the low-flow alarm set point.
- Observe that the frequency pen of the flow recorder records an alarm condition for the duration of the loss-of-signal or low flow condition, and that the flow diversion device moves to the diverted flow position for the duration of this condition.
- Record the results.
Corrective action
If the valve does not divert or the pens do not move, adjustment of low-flow alarm or modification or repair of control wiring is required.
Test 25: Flow cut-in and cut-out
Application
To all HTST pasteurizers and ESL systems using a magnetic flow meter system to replace a positive displacement flow control device.
Frequency
- Upon installation and once every 6 months thereafter
- Whenever seal on the flow alarm is broken
- Whenever any alteration is made affecting the holding time, the velocity of the flow or the capacity of the holding tube
- Whenever a check of the capacity indicates a speed-up
Criteria
Forward flow occurs only when flow rates are below the flow alarm set point and above the loss-of-signal alarm set point.
Apparatus
- none
Method
By observing the recorder readings along the action of the frequency pen on the flow recorder.
Procedure
- Operate pasteurizer in forward flow, at a flow rate below the flow alarm set point and above loss-of-signal alarm set point, using water above pasteurization temperature.
- Using the flow controller, increase flow rate slowly until the frequency pen on the flow recorder indicates an alarm condition (flow cut-out point). The flow diversion device will also assume the diverted position.
- Observe the reading of flow rate from the recorder, the instant flow cut-out occurs, as indicated by the frequency pen of the flow recorder.
- With the pasteurizer operating on water above the pasteurization temperature, with the flow diversion device diverted because of excessive flow rate, slowly decrease flow rate until the frequency pen on the flow recorder indicates the start of a forward flow movement (flow cut-in point). Because of the time delay relay described in Test 15, the flow diversion device will not move immediately to the forward flow position.
- Observe the reading from the recorder, the instant flow cut-in occurs, as indicated by the frequency pen of the flow recorder.
- Record results.
Corrective action
If the cut-in or cut-out point occurs at a flow rate equal to or greater than the value at which holding time was measured, adjust the flow alarm to a lower set point and repeat the test.
Test 26: Thermal limit controller for Control-sequence logic
Thermal limit controllers used with ESL systems that have the flow diversion device located downstream from the regenerator and/or cooler shall be tested by 1 of the following applicable tests at the frequency specified.
Test 26.1: ESL pasteurization - Indirect heating
Application
To all ESL systems using indirect heating.
Frequency
Upon installation, once every 6 months thereafter, and whenever a seal has been broken.
Criteria
The pasteurizer equipment shall not operate in forward flow until the product surfaces downstream from the holding tube have been held at or above the required pasteurization temperature for the required time. On start-up, surfaces shall be exposed to fluid at pasteurization. If the product temperature falls below the pasteurization standard in the holding tube, forward flow shall not be re-achieved until the product surfaces downstream from the holding tube have been re-held at or above the required pasteurization temperature for the required time.
Apparatus
- constant temperature water, oil or other suitable media bath
- test lamp from the pneumatic testing device as shown in figure 4 (see task 18)
Method
The control-sequence logic of the thermal limit controller is determined by monitoring the electric signal from the thermal limit controller during a series of immersions and removals of the 2 sensing elements from a bath heated above the cut-in temperature.
Procedures
- Heat a constant temperature water, oil or other suitable media bath a few degrees above the cut-in temperature on the thermal limit controller.
- Wire the test lamp in series with the signal from the thermal limit controller to the flow-diversion device. If some processors have time delays built into their control logic in excess of that required for public health reasons, bypass these timers or account for their effect in delaying forward flow.
- Immerse the holding tube sensing element in the bath, which is above the cut-in temperature. The test lamp should remain unlit (diverted flow). Leave the sensing element in the bath.
- Immerse the second (or more as required) sensing element in the bath. The test lamp should light up (forward flow) after a minimum time delay of 1 second for continuous flow pasteurization systems.
- Remove the second (or more as required) elements from the bath. The test lamp should remain lit (forward flow).
- Remove the holding tube sensing element from the bath. The test lamp should go out immediately (diverted flow, sterilization timer not timing).
- Re-immerse the sensing element of the holding tube in the bath. The test lamp should remain unlit (diverted flow). Record results.
- With all elements in the bath, observe the sterilization timer. Start the watch when the test lamps light (cut-in temperature) turns on.
- Record the time. Compare the results to the Scheduled Process to verify that the time meets that specified by the Process Authority.
- Stop the watch when the sterilization timer has elapsed.
- Record this time.
Corrective action
If the control-sequence logic of the thermal limit controller does not follow the pattern set out in the procedures section, the instrument shall be rewired to conform to this logic.
Addendum : Testing apparatus specifications
A) Test thermometer
Type
Mercury-actuated; readily cleanable; plain front enamelled back; length 305 millimetres (12 inches); immersion point to be etched on stem; mercury to stand in contraction chamber at 0°C (32°F).
Scale range
At least 7°C (12°F) below and 7°C (12°F) above the pasteurization temperature at which the operating thermometer is used, with extensions of scale on either side permitted; protected against damage at 149°C (300°F).
Temperature represented by smallest scale division
0.1°C (0.2°F).
Number of degrees per 25 millimetres (inch) of scale
Not more than 4 Celsius degrees or not more than 6 Fahrenheit degrees.
Accuracy
Within 0.1°C (0.2°F), plus or minus, throughout specified scale range. The accuracy shall be checked against a thermometer which has been tested by the National Institute of Standards and Technology (NIST).
Bulb
Corning normal or equally suitable thermometric glass.
Case
Suitable to provide protection during transit and periods when not in use.
B) Digital test thermometer
Type
Hand-held; high accuracy digital thermometer; and battery or alternate current (AC) line powered. Calibration is protected from unauthorized changes.
Range
- 18°C to 149°C (0°F to 300°F); Temperature represented by smallest scale division, 0.01°C or °F and digital display.
Accuracy
System accuracy shall meet that specified by the manufacturer of the thermometer. The thermometer shall be fit for purpose and its accuracy shall be checked against a thermometer, which has been tested by the National Institute of Standards and Technology (NIST). A certificate of calibration shall be maintained with the unit.
Self-diagnostic circuitry
Circuitry shall provide constant monitoring of all sensing, input and conditioning circuits. The diagnostic circuitry should be capable of identifying the probe and its calibration information. Without a correct connection of the probe, the display shall alert the operator and no temperature will be displayed.
Electromagnetic compatibility
Shall be documented for these devices for their intended use and available to the Regulatory Agency. Units to be used in the "field" shall have been tested for heavy industrial standards, as specified in the European Electromagnetic Compatibility Directive.
Immersion
Minimum immersion point shall be marked on the probe. During control tests, the probes shall be immersed to equal depths in a water or oil bath or other suitable media.
Case
Suitable to provide protection during transit and periods when not in use.
C) General purpose thermometer
Type
Pocket type; mercury-actuated.
Magnification of mercury column
To apparent width of not less than 1.6 millimetre (0.0625 of an inch).
Scale range
1°C (30°F) to 100°C (212°F), with extension on either side permitted. Protected against damage at 105°C (220°F).
Temperature represented by smallest scale division
1°C (2°F).
Number of degrees per inch of scale
Not more than 29 Celsius degrees or not more than 52 Fahrenheit degrees.
Accuracy
Within 1°C (2°F), plus or minus, throughout the specified scale range. Checked periodically against a known accurate thermometer.
Case
Metal, provided with a fountain pen clip.
Bulb
Corning normal or equally suitable thermometric glass.
D) Electrical conductivity measuring devices
Type
Wheatstone bridge, Galvanometer, Milliammetre, manual or automatic.
Conductivity
Capable of detecting change produced by the addition of 10 ppm of sodium chloride, in water of 100 ppm of hardness.
Electrodes
Standard.
Automatic instruments
Electric clock, time divisions not less than 0.2 of a second.
E) Stopwatch
Type
Open face, indicating fractional seconds.
Accuracy
Accurate to 0.2 of a second.
Hands
Sweep hand (if applicable), 1 complete turn every 60 seconds or less.
Scale
Divisions of not over 0.2 of a second.
Crown
Depression of crown or push button starts, stops and resets to 0.
Appendix III: Meter based timing system (MBTS)
The magnetic flow meter is used to measure the flow rate in HTST and ESL systems. It is essentially a short piece of tubing (approximately 10 inches (25.4 cm) long) surrounded by a housing, inside of which are located coils which generate a magnetic field. 2 stainless steel electrodes about a quarter inch in diameter protrude approximately 1-inch the Teflon lined tube and provide the contact points for the fluid (a conductor) passing through the magnetic fluid. These electrodes pick up a signal from the moving fluid and activate a transmitter. The signal is sent to other instrumentation where it is recorded and acted upon.
Magnetic flow meters do nothing but measure flow. Other components regulate the flow.
In order for a meter based timing system to act as a flow control device within a critical process system, for example, an HTST or ESL, the meter based timing system has to include certain key components such as the following:
- centrifugal or a positive displacement timing pump
- magnetic flow meter
- product check valve or normally closed air operated valve
- flow recorder with event pen
- high-flow alarm
- low-flow/loss-of-signal alarm
- flow control (with operator interfaced flow controller):
- control valve or
- AC variable frequency drive
A) AC variable frequency drive system
The operation, installation and design requirements of a meter based timing system with an AC variable frequency drive system shall comply with the following:
- the systems shall have a suitable flow recorder capable of recording flow at the high-flow alarm set point. The flow recorder shall have an event or divert pen which shall record the duration of the alarm condition.
- a high-flow alarm with an adjustable set point shall be installed within the system which will automatically cause the flow diversion device to be moved to the divert position whenever excessive flow rate causes the product holding time to be less than the legal holding time for the pasteurization process being used. Such adjustment shall be tested and sealed.
- a low-flow and loss-of-signal alarm shall be installed with the system which will automatically cause the flow diversion device to be moved to the divert position whenever there is a loss-of-signal from the meter or the flow rate is below 5% of the maximum signal alarm set point.
- when the legal flow rate has been re-established following an excessive flow rate, a time delay is generally used on HTST systems that can divert and go into forward flow directly and without performing a flush and sanitization cycle. This is done to prevent the flow diversion device from assuming the forward flow position until at least the legal hold time has been reached in the divert mode, However, processed egg HTST pasteurization, as well as ESL, require that a mandatory flush and cleaning cycle be used after each divert condition which render this requirement superfluous.
- customarily, meter based timing systems are equipped with a sanitary check valve or normally closed air operated valve which is installed in the system to prevent positive pressure in the raw liquid egg side of the regenerator whenever a power failure or shut down occurs. This check valve or normally closed air operated valve is located either prior to the magnetic flow meter downstream from the holding tube or also between the magnetic flow meter and the start of the holding tube. Due to the fact that a flush and sanitization cycle is mandatory after each divert condition, a check valve is not necessary on processed egg HTST pasteurizers that operate in this manner.
- the placement of the individual components in the system shall comply with the following conditions:
- the AC variable frequency controlled centrifugal or positive displacement pump shall be located downstream from the raw liquid egg regenerator section if a regenerator is used.
- the magnetic flow meter shall be placed downstream from the AC variable frequency centrifugal or positive displacement pump. There shall be no intervening components in the system other than normal sanitary piping or a check valve (if used), with no valves or control devices between them.
- both the AC variable frequency centrifugal or positive displacement pump and the magnetic flow meter shall be located upstream from the holding tube.
- all other flow promoting devices such as booster pumps and homogenizers as well as the AC variable frequency centrifugal or positive displacement pump, shall be properly inter-wired with the flow diversion device so that they may run and produce flow through the system only when the flow diversion device is in the fully diverted or fully forward flow position when in product run mode.
- there shall be no product entering or leaving the system between the AC variable frequency centrifugal or positive displacement pump and the flow diversion device.
- the magnetic flow meter shall be so installed that the product has contact with both electrodes at all times when there is flow through the system. This is most easily accomplished by mounting the flow tube of the magnetic flow meter in a vertical position with the direction of flow from the bottom to the top. However, horizontal mounting is acceptable when other precautions are taken to assure that both electrodes are in contact with product. They should not be mounted on a high horizontal line which may be only partially full and thereby trap air.
- the magnetic flow meter shall be piped in such a manner that at least 10 pipe diameters of straight pipe exists upstream and downstream from the centre of the meter before any elbow or change of direction takes place.
- when a regenerator is used with these systems, it probably will be necessary to bypass the regenerator during start-up and when the flow diversion device is in the diverted flow position. Care should be taken in the design of such bypass systems to assure that a dead-end does not exist. A dead-end could allow product to remain at ambient temperature for long periods of time and allow bacterial growth in the product.
- most such systems will utilize a dual stem flow diversion device and will be using the AC variable frequency centrifugal pump during the CIP cleaning cycle. All controls required of such systems must be applicable. When switching to the CIP position, the flow diversion device must move to the divert position and must remain in the diverted flow position for at least 1 minute of the CIP cycle regardless of temperature and the booster pump cannot run during that minute of the CIP cycle. Once the CIP cycle has been activated, if inadvertently selected, the operator has 1 minute to switch back to "Process" mode.
- when public health computers or programmable logic controllers are used with these systems, they must be installed in such a manner that no public health controls are under the computer or programmable logic controller during the product run operations except that the computer or programmable logic controller may control the speed of the AC variable frequency centrifugal or positive displacement pump provided the high-flow alarm is set and sealed to provide for diversion of the flow diversion device whenever the flow rate is exceeded.
- all required controls shall be tested at the recommended frequency. Where adjustment or changes can be made to these devices or controls, appropriate seals shall be applied so that changes cannot be made without detection.
- all meter based timing systems shall be designed, installed and operated so that all applicable tests, required under the critical test procedures (Appendix II), can be performed at the specified frequency.
B) Control valve system
The operation, installation and placement requirements for a meter based timing systems utilizing, a single speed centrifugal or positive displacement pump and control valve shall comply with the following:
- the systems shall have a suitable flow recorder capable of recording flow at the high-flow alarm set point. The flow recorder shall have an event or divert pen which shall record the duration of the alarm condition.
- a high-flow alarm with an adjustable set point shall be installed within the system which will automatically cause the flow diversion device to be moved to the divert position whenever excessive flow rate causes the product holding time to be less than the legal holding time for the pasteurization process being used. Such adjustment shall be tested and sealed.
- a low-flow and loss-of-signal alarm shall be installed with the system which will automatically cause the flow diversion device to be moved to the divert position whenever there is a loss-of-signal from the meter or the flow rate is below 5% of the maximum signal alarm set point.
- when the legal flow rate has been re-established following an excessive flow rate, a time delay is generally used on HTST systems that can divert and go into forward flow directly and without performing a flush and sanitization cycle. This is done to prevent the flow diversion device from assuming the forward flow position until at least the legal hold time has been reached in the divert mode, However, processed egg HTST pasteurization, as well as ESL, require that a mandatory flush and cleaning cycle be used after each divert condition which render this requirement superfluous.
- customarily, meter based timing systems are equipped with a sanitary check valve or normally closed air operated valve which is installed in the system to prevent positive pressure in the raw liquid egg side of the regenerator whenever a power failure or shut down occurs. This check valve or normally closed air operated valve is located either prior to the magnetic flow meter downstream from the holding tube or also between the magnetic flow meter and the start of the holding tube. Due to the fact that a flush and sanitization cycle is mandatory after each divert condition, a check valve is not necessary on processed egg HTST pasteurizers that operate in this manner.
- the placement of the individual components in the system shall comply with the following conditions:
- the centrifugal or positive displacement pump shall be located downstream from the raw liquid egg section if a regenerator is used.
- the magnetic flow meter shall be placed downstream from the centrifugal or positive displacement pump. There shall be no intervening components in the system other than normal sanitary piping, or a check valve (if used), with no valves or control devices between them.
- the control valve must be placed downstream from the magnetic flow meter and upstream from the start of the holding tube.
- the centrifugal or positive displacement pump, the magnetic flow meter and the control valve shall be located upstream from the holding tube.
- all other flow promoting devices such as booster pumps and homogenizers as well as the AC variable frequency centrifugal or positive displacement pump, shall be properly inter-wired with the flow diversion device so that they may run and produce flow through the system only when the flow diversion device is in the fully diverted or fully forward flow position when in product run mode.
- there shall be no product entering or leaving the system between the AC variable frequency centrifugal or positive displacement pump and the flow diversion device.
- the magnetic flow meter shall be so installed that the product has contact with both electrodes at all times when there is flow through the system. This is most easily accomplished by mounting the flow tube of the magnetic flow meter in a vertical position with the direction of flow from the bottom to the top. However, horizontal mounting is acceptable when other precautions are taken to assure that both electrodes are in contact with product. They should not be mounted on a high horizontal line which may be only partially full and thereby trap air.
- the magnetic flow meter shall be piped in such a manner that at least 10 pipe diameters of straight pipe exists upstream and downstream from the centre of the meter before any elbow or change of direction takes place.
- when a regenerator is used with these systems, it probably will be necessary to bypass the regenerator during start-up and when the flow diversion device is in the diverted flow position. Care should be taken in the design of such bypass systems to assure that a dead-end does not exist. A dead-end could allow product to remain at ambient temperature for long periods of time and allow bacterial growth in the product.
- most such systems will utilize a dual stem flow diversion device and will be using the AC variable frequency centrifugal pump during the CIP cleaning cycle. All controls required of such systems must be applicable. When switching to the CIP position, the flow diversion device must move to the divert position and must remain in the diverted flow position for at least 1 minute of the CIP cycle regardless of temperature and the booster pump cannot run during that minute of the CIP cycle. Once the CIP cycle has been activated, if inadvertently selected, the operator has 1 minute to switch back to "Process" mode.
- when public health computers or programmable logic controllers are used with these systems, they must be installed in such a manner that no public health controls are under the computer or programmable logic controller during the product run operations except that the computer or programmable logic controller may control the speed of the AC variable frequency centrifugal or positive displacement pump provided the high flow alarm is set and sealed to provide for diversion of the flow diversion device whenever the flow rate is exceeded.
- all required controls shall be tested at the recommended frequency. Where adjustment or changes can be made to these devices or controls, appropriate seals shall be applied so that changes cannot be made without detection.
- all meter based timing systems shall be designed, installed and operated so that all applicable tests, required under the critical test procedures (Appendix II), can be performed at the specified frequency.
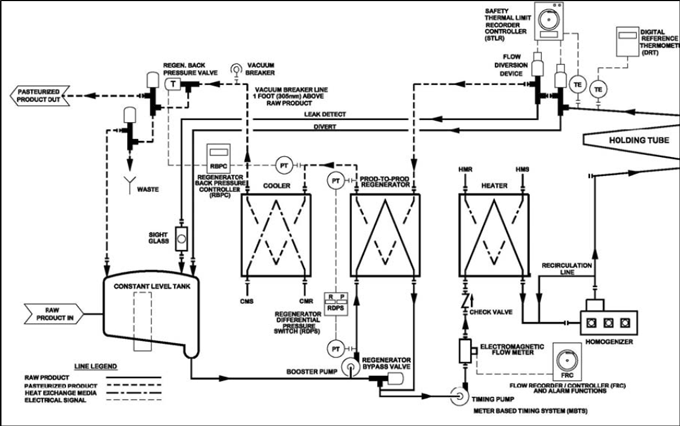
Reference: Grade A Pasteurized Milk Ordinance, 2015 Revision. U.S. Department of Health and Human Services, Public Health Service, Food and Drug Administration)
Description for Appendix III
HTST Pasteurizer with a booster pump, meter based timing system (MBTS) and a homogenizer with a bypass line.
This schematic illustrates the configuration of a HTST pasteurizer that uses a meter based timing system, with a booster pump, and a homogenizer with a bypass line.
The booster pump is found downstream from the CLT and upstream from the regenerator.
An electromagnetic flow meter is found downstream from the timing pump and upstream from the heating section.
The homogenizer is found downstream from the heating section, upstream from the holding tubes and is equipped with a bypass line.
Appendix IV: Preventing cross-connections
Cross-connections
A cross-connection is a direct connection allowing 1 material to contaminate another. There needs to be a complete segregation of incompatible products such as raw materials and liquid egg products, cleaning products and food products, and waste materials or utility materials and food products.
This applies to equipment that is CIP while connected to product lines containing liquid egg products or potable water, as well as lines for final rinse, such as:
- CIP supply lines and return line circuits used for CIP cleaning
- "mini-washes" on tanks, lines, and pasteurizers
Segregation can be accomplished by:
- using separate pipelines and vessels for incompatible products
- establishing effective physical breaks at connection points. This could include methods such as:
- physical disconnection of pipelines
- double block-and-bleed valve arrangements
- double seat (mix-proof) valves
- other equally effective systems
Flow diverter boards and "swing elbows" are traditionally used in liquid egg plants to isolate cleaning circuits and preventing contamination of food products with cleaning solution. This provides a physical break (disconnection) between pipelines. The installation of any number of segregating valves (set of valves with no break to atmosphere) does not constitute a physical break and can only be used in the following cases.
1. Special case - Double block-and-bleed valve arrangements for CIP cleaning
A double block-and-bleed valve arrangement with a self-draining (vent or leak port) break to atmosphere of at least the same hydraulic diameter as the largest supply line to the valves, located in between the 2 blocking valves, may be used to separate approved cleaning solutions from food products.
The blocking valves are used to act as a barrier to the product and the CIP solution, while the bleed line between them prevents the build-up of pressure and allows any leakage to be safely diverted away from the opposing valve seat.
The valves used for the double block-and-bleed should use micro-switches or other sensors to signal that the valves are properly positioned for CIP cleaning. The valves should move to the fail-safe blocking position with the bleed line open if air pressure or electrical power is removed from the valve solenoids.
Cleaning of the vent area or leak port in double block-and-bleed systems can be a problem. The design and installation of the vent/leak port should be such that the vent cleans properly by CIP methods. Cleaning of the vent/leak port can only take place when food products are isolated further upstream by another block-and-bleed valve set, flow board or swing elbow, or when food product has been removed from the system.
Procedures for the proper set-up, validation, maintenance, inspection and cleaning of this valve arrangement should be documented. There should be documentation in the licence holder's files (or access to the electronic records) that the procedures are followed in daily operations to prevent the contamination of liquid egg products with cleaning chemicals.
2. Special case - Double seat (mix-proof) valves for CIP cleaning
A double seat (mix-proof) valve may be used to separate approved cleaning solutions from food products. This valve should have 2 seats with a leakage chamber (vent or leak port) between them. The leak detect vent should always be fully open to the atmosphere unconnected with no restrictions and the valves installed such that a leak can be observed, and that the valves fail safe position is defined as closed. The leakage chamber should be vented to the atmosphere with a leak detect tube having a hydraulic diameter greater than the hydraulic diameter of the supply. (The hydraulic diameter can be defined as 4 x cross sectional area/perimeter. The supply cross sectional area is the perimeter of the seat multiplied by the travel of the seat lift, or where both seats are closed, it is the separate CIP supply port; the leak detect tube hydraulic diameter is the smallest of diameter in the leak tube.)
The licence holder ensures in conjunction with their valve supplier/manufacturer that valves used in their system are suitable for the intended purpose and meet the minimum requirements of Appendix IV. This is done through testing, validation and proper documentation.
The double seat (mix-proof) valve uses at least 1 micro-switch or other sensor to signal that the valve is properly positioned for CIP cleaning. The valve is closed (inactivated position) for CIP cleaning and only 1 seat lifter at a time can be activated. The seat lift travel is physically limited by design. Valve sequencing is done in such a manner that the 2 sides cannot open at the same time. The licence holder is responsible for maintaining test results on file for the micro-switch or sensor inter-wiring with CIP controls and the fail-safe positioning of the valve actuators. There can be no uncontrolled manual override of the system, and limited access to valve programming by unauthorized personnel/employees.
Cleaning of the vent area or leak port in double seat (mix-proof) valves does not pose the same cross contamination potential problem as for double block-and-bleed valve arrangements. The vent is always open to atmosphere, but the flow is restricted by the annular space formed by the gap between 1 of the 2 seats and body, the plungers and the valve seat and stem. For example, cleaning of the valve vent area can be done in 2 ways. 1 cleaning practice is to perform individual seat lifts to allow some CIP solution to flush past and wash the product contact surface. The second option is through the use of an external CIP connection to the cavity. With the latter option the external CIP connection meets the hydraulic diameter criteria as outlined above.
The use of the double seat (mix-proof) valve is managed through proper valve selection, set-up, validation and maintenance inspection. There is documentation in the licence holder's file (or access to the electronic records) that the procedures for these double seat mix-proof valves are followed in daily operations to prevent contamination of liquid egg products with cleaning chemicals. Double-seal type valves may not be used for this application because they use only a single valve actuator and rod and are not designed to safely vent significant quantities of leakage away from an opposing valve seat.

Description for Figure 1 Appendix IV Commonly used runner cross sections
Hydraulic diameter
Heat exchanger calculations
The hydraulic diameter, dh is defined as:
dh = 4∙cross sectional area ÷ wetted perimeter
For different geometries, dh becomes:
- Circular tube:
dh = [4∙(π∙d2÷4)]÷( π∙d) = d - Square tube:
dh = (4∙a2) ÷ (4∙a) = a - 2 concentric tubes:
dh = [4(π∙d2÷4)-(π∙d2÷4)] ÷ (π∙D+π∙d) = D - d
Description for Commonly used runner cross sections
Hydraulic diameter and flow resistance
To compare runners of different shapes, you can use the hydraulic diameter, which is an index of flow resistance. The higher the hydraulic diameter, the lower the flow resistance. Hydraulic diameter can be defined as:
Dh = 4A÷P
Where Dh = hydraulic diameter
A = cross section area
P = perimeter
Figure 2 illustrates how the use the hydraulic diameter to compare different runner shapes.
Dh for various shapes:
Full round: D
Hexagon: 0.9523D
Modified trapezoidal: 0.9116D
Square: 0.9962D
Trapezoidal: 0.8771D
Half round: 0.8641D
Short rectangle (2x1): 0.8356D
Long rectangle (4x1): 0.7090D

References
Health Canada, Guidance on Reducing the Risk of Salmonella Enteritidis in Shell Eggs Produced in Canada
National Institute of Standards and Technology (NIST)
European Electromagnetic Compatibility Directive